Сварка полиэтиленовых труб: перспективы ультразвуковой дефектоскопии
Автор: М. А. Зуев, к. т. н., заместитель генерального директора по учебной части ООО «ЦентрТехФорм»

Контроль качества сварных соединений (СС) полиэтиленовых (ПЭ) труб деталями с закладными нагревателями (ЗН) — важная составляющая успешного развития и расширения использования труб из термопластов в строительстве инженерных коммуникаций [1–3]. В то же время при таком способе сварки сварочный аппарат контролирует лишь параметры, которые могут быть оценены с помощью электроизмерительных приборов, а именно: напряжение питания; напряжение и ток, подаваемые на ЗН; сопротивление ЗН; температура воздуха и некоторые другие. Поэтому бывают случаи, когда внешне сварное соединение соответствует требованиям нормативных документов (то есть его качество подтверждается визуально-измерительным контролем), аппарат ошибок не обнаруживает, и лишь опрессовка выявляет внутренний дефект. Бывает, что и опрессовка не выявляет такой дефект, и он дает о себе знать лишь через месяцы или годы эксплуатации [4].
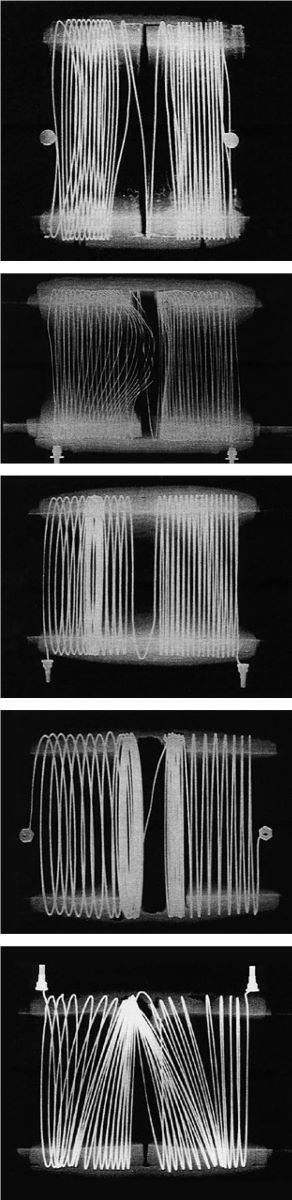
Такое положение является следствием того, что, в отличие от сварки встык нагретым инструментом (НИ), для сварки деталями с ЗН не применяются физические, неразрушающие методы контроля качества сварных соединений. Однако такие методы существуют. Например, для контроля положения ЗН внутри сварного соединения можно использовать рентгеновское излучение. На рис. 1 показаны рентгенограммы бракованных. На изображениях хорошо видны сдвиги витков ЗН под действием движения рас плава, обрывы и перехлесты проволоки. Однако рентгенография не получила распространения в качестве метода контроля СС полимерных труб. Это может быть обусловлено как высокой стоимостью необходимого оборудования, так и тем, что рентгенография показывает состояние только металлических частей СС, «не замечая» структурных изменений полимерного материала внутри СС и его дефектов (поры, несплавления, трещины и т. п.) [5; 6, таблица 3].
Рис. 1. Рентгенограммы с изображением дефектов сварных соединений полиэтиленовых труб деталями с ЗН
Применению ультразвукового контроля (УЗК) для проверки качества СС деталями с ЗН по аналогии с УЗ дефектоскопией стыковых со единений НИ препятствует наличие внутри них периодических неоднородностей— витков ЗН, рассеивающих ультразвук. Расстояние между соседними витками обычно незначительно и составляет от одного до нескольких миллиметров, в зависимости от диаметра детали с ЗН. Это мешает выявлению внутренних дефектов.
Тем не менее, во многих странах (Южной Корее, Великобритании, Канаде и других) не первое десятилетие ведутся исследования в данной области [7–11] с использованием ультразвуковой фазированной решетки (УФР). Этим исследованиям и посвящена настоящая статья.
Метод ультразвуковой фазированной решетки
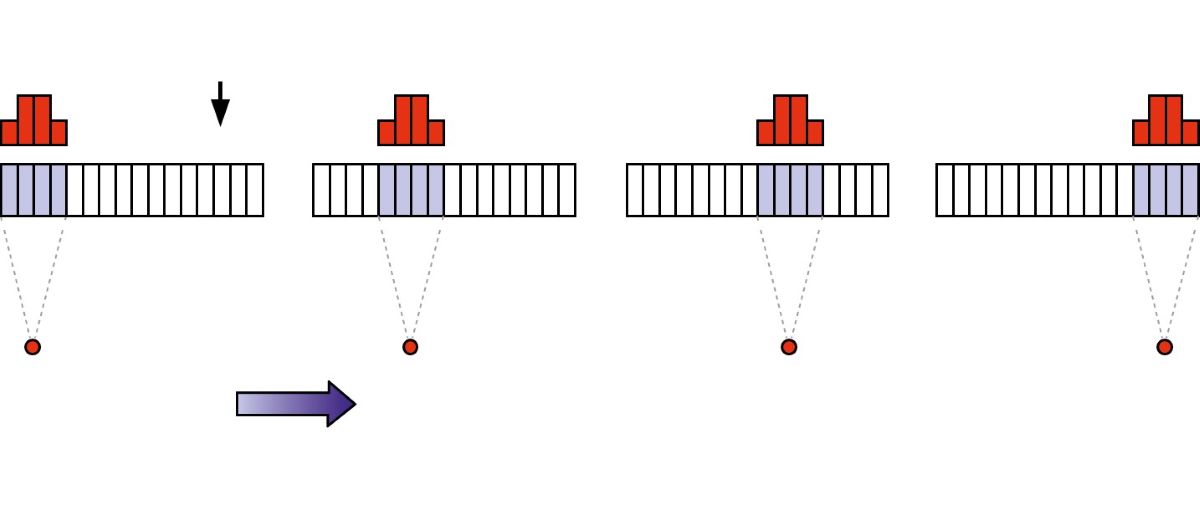
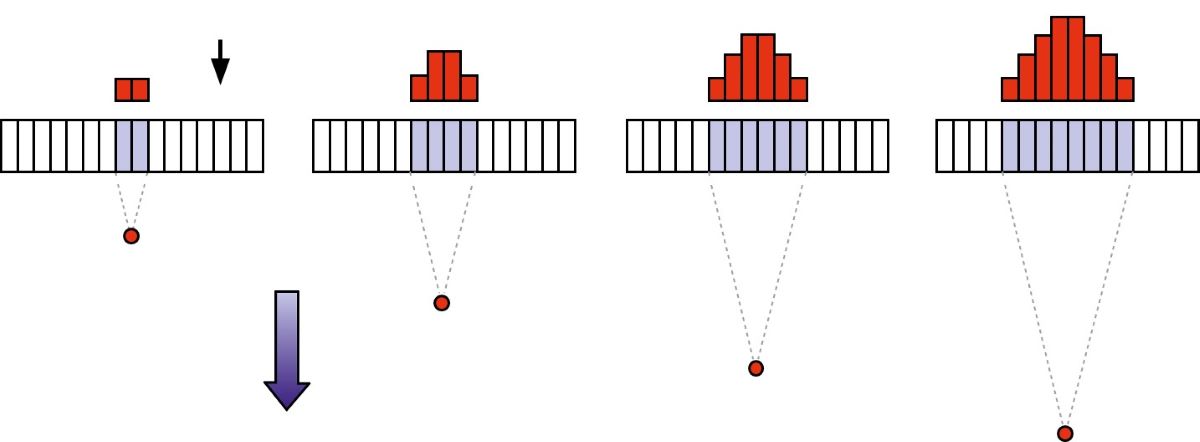
УФР— это технология ультразвукового исследования, обеспечивающая электронное динамическое фокусирование (изменение место положения фокуса УЗ излучения управлением фазы этого излучения без перемещения самих источников излучения (решетки)). УФР может также создавать несколько фокусов одновременно. За счет этого при использовании компьютерной обработки отраженных УЗ сигналов и соответствующего программного обеспечения можно резко увеличить разрешающую способность УЗ дефектоскопов и выявить дефекты на линии сплавления внутренней поверхности детали с ЗН и наружной поверхности ПЭ трубы, где находятся также витки ЗН. Главное преимущество данной технологии перед традиционной ультразвуковой — возможность управления с помощью электроники в реальном времени пучком УЗ излучения для получения двухмерного изображения в оперативном режиме. На рис. 2 наглядно показаны возможности управления положением фокуса УЗ луча. Способы изменения положения (сканирования) фокуса УЗ излучения с помощью УФР проиллюстрированы на рис. 3.
Рис. 2. Визуализация фокусировки и управления положением фокуса УЗ луча с помощью фазированной решетки: а— фокусирование УЗ луча; б — управление УЗ лучом и фокусирование. Красный цвет в спектре луча соответствует наибольшей интенсивности УЗ колебаний
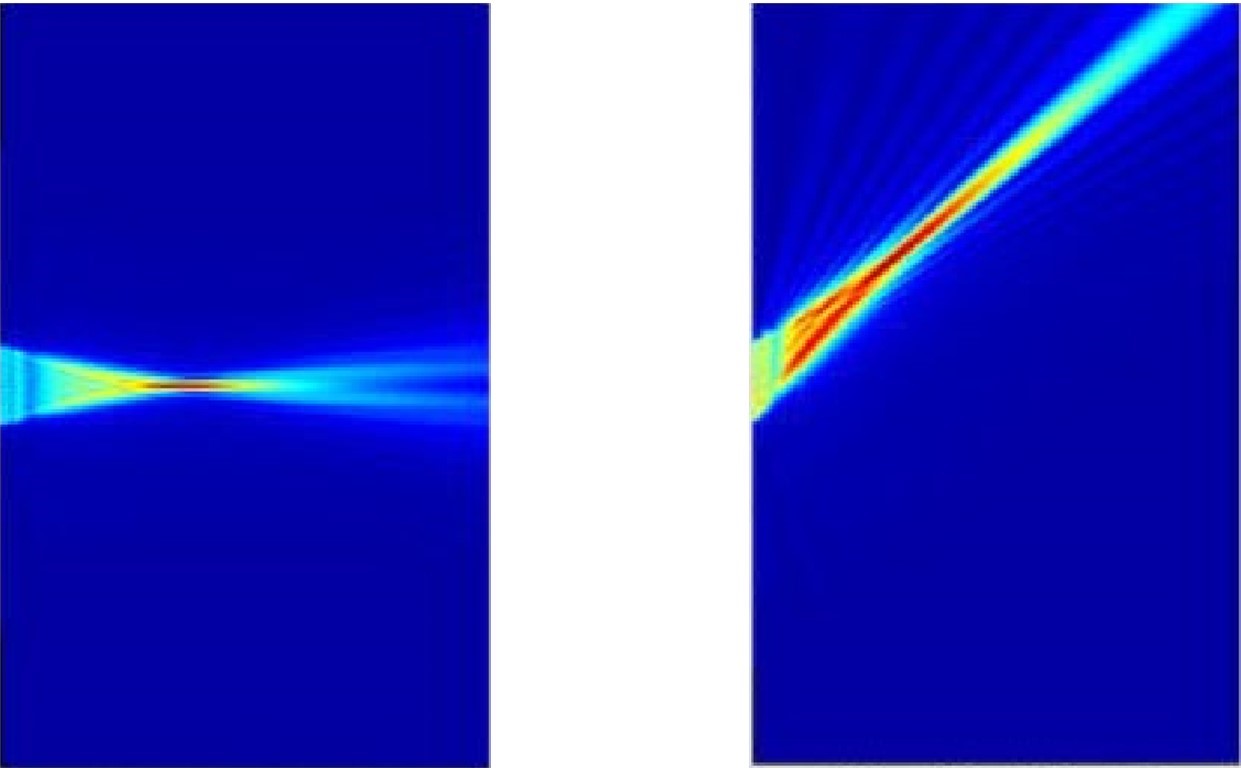
Рис. 3. Способы изменения положения (сканирования) фокуса УЗ излучения с помощью УФР: a — боковое сканирование фокальных точек путем последовательной активации элементов решетки; б — динамическое объемное сканирование путем управления размером диафрагмы
В [7] был предложен метод неразрушающего контроля для электросварных соединений (деталями с ЗН) ПЭ труб с использованием УФР и приведены результаты испытаний созданного для его реализации прибора со сменными УЗ датчиками (рис. 4). Испытуемые СС разного диаметра для исследования их внутренней структуры просвечивались УЗ им пульсами разной частоты (средней 5,0 МГц и двух предельных — 3,5 и 7,5 МГц). Использование УФР с частотой 3,5 МГц позволило повысить проникающую способность метода для толстостенных (с не большими значениями SDR) муфт, а использование УФР с частотой 7,5 МГц увеличило разрешение получаемого изображения для сварных соединений с тонкостенными муфтами (большие значения SDR). Ультразвуковое изображение получалось в реальном времени с разрешением менее 1 мм.
Рис. 4. Прибор AIM33 для УЗ контроля на основе УФР сварных соединений деталями с ЗН. Размеры прибора 255×255×120 мм, б 0 20 40 60 80 вес около 4 кг, питание от аккумуляторных батарей. Разработка INDE System

Хорошо определялось расположение проволоки ЗН внутри СС. При выборе частоты ультразвука для исследований необходимо учитывать следующие факторы:
- при увеличении частоты УЗ из лучения быстро растет коэффициент его поглощения в полиэтилене. На частоте 1,0 МГц коэффициент затухания составляет 3,5 дБ/см, на частоте 3,5 МГц — 6 дБ/см;
- уменьшение частоты снижает разрешающую способность метода.
Поэтому традиционный ультразвуковой контроль качества СС ПЭ труб обычно проводится на частотах 2,0–5,0 МГц.
Для проведения контроля ультразвуковой преобразователь, изготовленный на основе УФР, помещали на внешнюю поверхность детали с ЗН и в течение одной секунды на экране получали изображение зоны сплавления. В результате испытаний были получены данные о геометрии СС (толщина и расположение витков проволоки, зазор между ними, длина зоны сварки и холодной зоны). Вы являлись пустоты, несплавления, посторонние включения и сдвиг проволоки, подтвержденные визуальным изучением разрезов исследуемых СС.
Опытное воплощение
В [8] представлены результаты выполнения рядом европейских компаний под руководством The Welding Institute (TWI, Кембридж, Великобритания) проекта Polytec по производственному контролю качества полиэтиленовых электросварных соединений, инициированного Европейской комиссией (ЕК). Цель проекта заключалась в разработке метода неразрушающего контроля для определения качества электросварных соединений ПЭ труб. Изучалась также взаимосвязь между дефектами и механическими свойствами СС.
Исследовались СС ПЭ труб диаметром от 125 до 250 мм. Было установлено, что УЗ сканирование можно проводить только после полного остывания СС, так как акустические свойства полиэтилена сильно зависят от его температуры. Для муфт диаметром 250 мм необходимо было выждать два часа после окончания сварки, для муфт диаметром 125 мм— один час после сварки.
Для проведения исследований был сконструирован прибор на основе УФР. Для муфт диаметром 125 мм была выбрана частота ультразвука 7,0 МГц, что явилось компромиссом между приемлемым коэффициентом затухания ультразвука в полиэтилене, оптимальным размером фокусного пятна и необходимой разрешающей способностью прибора. Важно было определить количество ячеек (элементов) датчика (зонда) с фазированной решеткой, который контактировал с поверхностью муфты с ЗН. Чем меньше размер элементов зонда, тем большее их количество требуется для обеспечения контроля по всей длине зоны сплавления, что удорожает прибор.
В итоге для контроля СС ПЭ труб диаметром 125 мм был использован датчик с фазированной решеткой с частотой ультразвука 7,0 МГц и шагом элементов 0,6 мм с фокусным пятном диаметром 0,4 мм на поверхности сплавления внутри муфты. Такие параметры позволили достаточно точно определять положение витков ЗН и дефектов сварки. Для перемещения и точного позиционирования УЗ датчика по поверхности муфты с ЗН во время исследования СС использовался специальный позиционер с кареткой, на которой крепился датчик (рис. 5). Для улучшения контакта датчика с поверхностью муфты во время исследования в точку контакта по трубочкам подавалась вода. Работа прибора проверялась в реальных полевых условиях строительства ПЭ трубопровода (рис. 6).
Рис. 5. Позиционер с кареткой для перемещения УЗ датчика по поверхности муфты с ЗН при исследовании сварного соединения
Рис. 6. Проведение в полевых условиях контроля сварного соединения муфтой с ЗН полиэтиленовых труб диаметром 125 мм

Сравнение результатов контроля УЗ дефектоскопом с результатами механических испытаний СС на сплющивание и отслаивание показало хорошую их корреляцию.
Эффективно выявлялись несплавления, непровары, уменьшение зоны термического влияния (ЗТВ) (рис. 7). Размеры ЗТВ, определяемые УЗ дефектоскопом, практически соответствовали измеренным при визуальном контроле про дольного разреза СС (рис. 8).
Рис. 7. Обнаруженные дефекты сварных соединений: а— несплавление; б — непровар, витки ЗН смещены; в — уменьшенная зона термического влияния (ееграница слишком близко к виткам ЗН); г — для сравнения, нормальная зона термического влияния (ееграница дальше от витков ЗН)
Рис. 8. Сравнение размеров зоны термического влияния сварного соединения, измеренных при визуальном контроле продольного сечения сварного соединения (ВИК) и определенных по результатам УЗ дефектоскопии с помощью УФР (УЗК)
В [9, 10] сообщалось о раз работке в соответствии с программой, финансируемой ЕК, УЗ дефектоскопа на основе УФР, применимого для контроля в полевых условиях как стыковых швов ПЭ труб, так и СС деталями с ЗН. Данный прибор обладал следующими характеристиками:
-
интегрированное устройство и удаленный пользовательский интерфейс на отдельном ПК;
- компактный корпус со степенью защиты IP67;
- карта памяти SSD для хранения данных емкостью 100 Гб;
- два съемных аккумулятора (до шести часов непрерывной работы);
- вес около 4 кг;
- размеры 320×240×100 мм.
Была разработана и изготовлена универсальная система сканирования (универсальный позиционер с кареткой-держателем), обеспечивающая полное вращение УЗ датчика на 360° по периметру СС встык НИ и деталями с ЗН ПЭ труб в широком диапазоне диаметров (рис. 9, 10).
Рис. 9. Позиционер с кареткой-держателем датчика для сварных соединений: а — стыковых; б — деталями с ЗН
Проведенная в полевых условиях на ПЭ трубах диаметром от 90 до 800 мм серия испытаний созданного оборудования пока зала высокую чувствительность, точность определения размеров и положения таких дефектов, как поры, несплавления, непровары, хорошую воспроизводимость и соответствие результатам механических испытаний на отслаивание, а также простоту использования.
В [11] была представлена по левая инспекционная система PolyTest™ для объемного неразрушающего УЗ контроля электросварных и стыковых сварных соединений ПЭ труб, основанная на использовании УФР. Она включает программное обеспечение для об работки отраженных сигналов, что позволяет быстро проверять как стыковые, так и электромуфтовые СС ПЭ труб с компьютерной обработкой данных и автоматическим распознаванием дефектов. Пятилетний опыт использования этой системы в полевых условиях был использован для ее усовершенствования.
PolyTest™ включает УЗ дат чики-зонды (рис. 11) с фазированной решеткой, работающие на оптимальных частотах (3,0–5,0 МГц), универсальный позиционер для работы с ПЭ трубами диаметром от 90 до 900 мм и максимальной толщиной стенки 72 мм, а также мембранные водяные клинья для сохранения контакта датчиков с поверхностью ПЭ трубы. Такие клинья необходимы, так как внешняя конструкция фитингов с ЗН различается в зависимости от про изводителя, а их поверхность часто неровная, имеет выпуклости, надписи, отлитые при производстве, этикетки с параметрами сварки и штрихкодом.
Рис. 10. Универсальный позиционер с кареткой-держателем при контроле электромуфтовых (а) и стыковых (б) сварных соединений полиэтиленовых труб
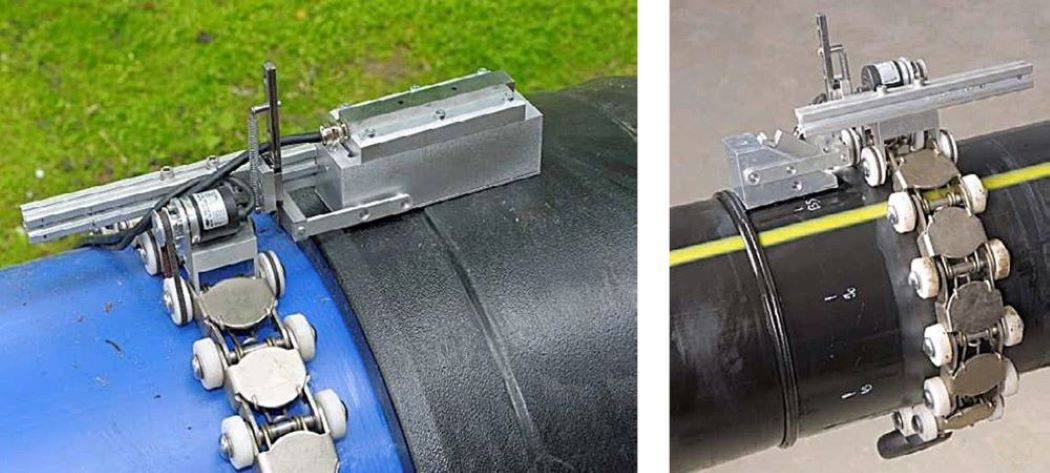
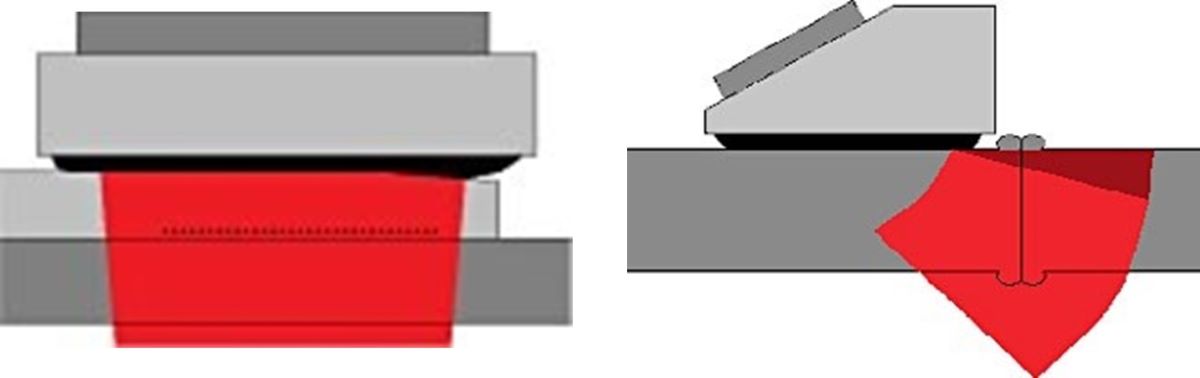
Рис. 11. Схема работы зондов-датчиков: а — линейное сканирование электросварных соединений; б — сканирование стыковых сварных соединений
Система состоит из ряда компонентов:
- зонд с УФР, генерирующий УЗ сигнал и обнаруживающий УЗ сигналы, отраженные от любого дефекта в СС;
- клин зонда, обеспечивающий передачу ультразвука от зонда к ПЭ трубе или фитингу под правильным углом и с минимальными потерями энергии;
- держатель зонда, обеспечивающий хороший контакт клина зонда с ПЭ трубой/фитингом по всей окружности;
- позиционер с кареткой, перемещающий зонд вокруг трубы и регистрирующий его положение по окружности;
- дефектоскоп, посылающий электрические сигналы на зонд и анализирующий отраженные сигналы.
Система позволяет обнаруживать все типы дефектов в сварных швах ПЭ труб (плоские дефекты, загрязнение инородными твердыми частицами, несплавления и непровары).
Приведенные примеры показывают, что метод УЗК с визуализацией очень перспективен для неразрушающего контроля сварных соединений ПЭ труб. За рубежом создано и уже успешно применяется оборудование с использованием УФР для контроля качества сварных соединений ПЭ труб деталями с ЗН. Для улучшения качества строительства и монтажа ПЭ трубопроводов в нашей стране необходимо опробовать указанное оборудование и в случае успешного применения начать выпускать отечественные образцы, используя накопленный за рубежом опыт. Для этого требуется также актуализировать действующие в Российской Федерации соответствующие нормативные документы.
Список литературы
- О’Коннор К. Полиэтиленовые трубопроводы: как избежать дефектов сварки?// Газ России. — 2012. — № 3. — С. 48.
- Сварка полиэтиленовых труб: причины дефектов// Газ России. — 2013. — № 1. — С. 66.
- Зуев М. А., Иванов С. В. Как повысить качество строительства 19 № 1 / 2022 ИННОВАЦИИ И ТЕХНОЛОГИИ полиэтиленовых трубопроводов?// Полимергаз. — 2014. — № 2. — С. 37.
- Зуев М. А. Брак сварных соединений полиэтиленовых трубопроводов и его причины// Технологии Интеллектуального Строительства. — 2018. — № 4. — С. 43.
- ГОСТ Р 54792–2011. Дефекты в сварных соединениях термопластов. Описание и оценка: утв. и введен в действие Приказом Росстандарта от 13.12.2011 г. № 1036 ст. — М.: Стандартинформ, 2012.
- ГОСТ Р 59398–2021. Дефекты сварных соединений термопластов. Классификация: утв. и введен в действие Приказом Росстандарта от 11.06.2021 г. № 545-ст. — М.: Стандартинформ, 2021.
- Shin H. J., Jang Y. H., Kwan J. R., Lee E. J. Nondestructive Testing of Fusion Joints of Polyethylene Piping by Real Time Ultrasonic Imaging// www.ndt. net, March 2005, Vol. 10, № 3 (Х. Син, Й. Ян, Ч. Кван, Е. Ли. Неразрушающий контроль сварных соединений полиэтиленового трубопровода ультразвуковой визуализацией в реальном времени//www.ndt.net, март 2005, том 10, № 3).
- Caravaca D. S., Bird C., Kleiner D. Ultrasonic Phased Array Inspection of Electrofusion Joints in Polyethylene Pipes // www.ndt.net, September 2006 (Д.С. Каравака, К. Бёрд, Д. Кляйнер. Ультразвуковой контроль электросварных соединений в полиэтиленовых трубах // www.ndt.net, сентябрь 2006).
- Troughton M., Spicer M., Hagglund F. Development of Ultrasonic Phased Array Inspection of Polyethylene Pipe Joints // PVP 2012 Pressure Vessel and Piping Conference, New Horizons in Pressure Vessel and Piping Technology. Toronto, Canada, 15–19 July 2012. Paper no. 78860.
- Hagglund F., Robson M., Trought on M. J., Spicer W., Pinson I. R. A Novel Phased Array Ultrasonic Testing (PAUT) System for On-Site Inspection of Weld ed Joints in Plastic Pipes // National Seminar and Exhibition on Non-Destructive Evaluation, NDE 2014, Pune, December 4–6, 2014 (NDE-India 2014), www.ndt.net, June 2015, Vol. 20, № 6.
- Thorpe N., Acebes M., Wylie D., Troughton M., Gilmour O., Roy O., Benoist G., Dweik R. Ultrasonic Phased Array Non-Destructive Testing and In-Service Inspection System for High Integrity Polyethylene Pipe Welds with Automated Analysis Software.