Соединительные седловые детали с закладными нагревателями для полиэтиленовых трубопроводов
Авторы: М. А. Зуев, Жуков В.И., Иванов С.В.
В настоящее время выпускается широкий ассортимент соединительных деталей с закладными нагревателями (ЗН) для строительства и ремонта полиэтиленовых трубопроводов. Среди них, нередко также называемых электросварными, можно выделить группу деталей седлового типа, у большей части которых ЗН выполнен в виде концентрической спирали. ЗН расположен на нижней изогнутой поверхности седловой части, имеющей тот же радиус изгиба, что и труба, на которую такие детали устанавливаются. В центре и по периметру седловой части имеются холодные зоны, где спирали ЗН нет.

В настоящее время организации и предприятия, связанные со строительством полимерных трубопроводов, нередко используют разные названия для обозначения одних и тех же видов соединительных деталей.
В нормативной документации [1], в разделе «Термины и определения» даны такие определения деталям седлового типа:
«Седловой отвод с закладными электронагревателями: деталь из полиэтилена, устанавливаемая на наружную поверхность трубы, имеющая один или более закладных электронагревательных элементов, для получения сварного соединения с трубой.
Седловой Т-образный отвод с закладными электронагревателями: седловой отвод с закладными электронагревателями со встроенным режущим инструментом для вырезки отверстия в трубе. После монтажа инструмент остается в теле детали.
Седловой прямой отвод с закладными электронагревателями: седловой отвод с закладными электронагревателями без встроенного режущего инструмента».
Полезные сведения, анализ и обобщение информации по этой теме содержатся также в разделе «Соединительные детали и элементы полиэтиленовых трубопроводов» [2], в [3].
Однако определения из [1] не учитывают все разнообразие появившихся на рынке после 2007 года деталей седлового типа и, в частности, наличие или отсутствие ответной части, позволяющей крепить их на трубе без позиционера. Поэтому в статье будут даны определения деталям седлового типа и использоваться терминология, употребляемые на сайте и в каталогах ООО «ЦентрТех Форм» [4].
К деталям седлового типа относятся седловые от воды, накладные уходы, боковые отводы, ремонтные накладки и др. Они устанавливаются на трубу (в том числе в период ее эксплуатации) седловой частью, привариваются и используются для выполнения отводов, ремонта повреждений и других целей. Напряжение сварки этих деталей обычно 20÷42 В.
Максимальный типоразмер (диаметры основной трубы и присоединяемого патрубка) деталей, сертифицированных для водопроводов, обычно много больше максимально го типоразмера деталей, сертифицированных для газопроводов. Однако ассортимент таких деталей постоянно расширяется, типоразмер газовых седловых деталей по степенно растет, появляются различные модификации. Так, все большее распространение получают седловые детали типа Top Loading с гибкой седловой частью. Это позволяет устанавливать их на трубы нескольких близких диаметров (при Dн> 250 мм). Такая универсальность удобна потребителям.
Преимущества деталей седлового типа перед деталями муфтового типа при использовании для одинаковых целей (например, выполнение ответвлений от трубопровода) заключаются в их более низкой стоимости, меньшем времени монтажа и сварки, снижении рисков и повышении без опасности работ, возможности монтажа на трубопроводе, находящемся под давлением.
Максимальное рабочее давление в трубопроводе, на котором можно монтировать и использовать седловые детали разного назначения, зависит от их конструкции, геометрических параметров, марки полиэтилена и SDR самого трубопровода.
Сравнение разных способов монтажа ответвлений диаметром (Dн) 160 мм от ПЭ трубы Dн = 315 мм, про веденное специалистами фирмы Георг Фишер (Georg Fischer), показало, что приварка редукционного тройника 315х160 мм SDR11 деталями с ЗН дает 42% экономии времени на подготовительные операции, сварку и остывание по сравнению с приваркой такого же тройника встык нагретым инструментом. В то же время такой отвод можно выполнить приваркой накладного ухода (по терминологии Георг Фишер — седелочного отвода) вместо приварки редукционного тройника. При этом экономия времени и трудозатрат составит уже 66% по сравнению со сваркой тройника встык.
В то же время вес накладного ухода на 80% меньше веса редукционного тройника. Для редукционного тройника 630х225 мм разница еще более ощутима: накладной уход 630х225 мм весит на 96% меньше него. Выгода от использования седловых деталей очевидна и растет с увеличением диаметра используемых труб.
Однако более полному использованию преимуществ седловых деталей зачастую мешает отсутствие у строительных и ремонтных организаций полной информации об имеющихся в настоящее время на российском рынке таких деталей различного назначения, особенностей их применения.
В предыдущей статье мы кратко рассказали об основных видах седловых ремонтных деталей с ЗН. В этой статье дается небольшой обзор седловых деталей, предназначенных для присоединения отводов, проведения врезок фирм Nupigeco (Италия), Georg Fischer (Швейцария) и Friatec (Германия).
В табл. 1 приведены сравнительные характеристики седловых деталей для газопроводов некоторых производителей, предлагаемых на российском рынке. Ниже будут описаны особенности конструкции и параметров каждого их вида.
Таблица 1. Сравнительные характеристики седловых деталей для газопроводов некоторых производителей, предлагаемых на российском рынке.
|
Марка (производитель) Elofit (Nupigeco) |
Мин Dн осн. трубы (мм)
|
Макс Dн осн. трубы (мм)
|
Мин Dн отвода (мм)
|
Макс Dн отвода (мм)
|
∅ прорезаемого отверстия (мм)
|
Наличие ответной части на мин Dн |
Наличие ответн.части на макс Dн
315 |
Макс Dн прорезаемой трубы при SDR 11
400 |
Макс Dн прорезаемой трубы
500 |
|
Седловой отвод
40 630 20 63 1844 40 |
|||||||||
|
Georg Fischer |
40 |
400 |
20 |
63 |
1635 |
40 |
250 |
225* |
315* |
|
Frialen (Friatec) |
40 |
400 |
20 |
63 |
1630 |
40 |
225 |
315 |
400 |
|
Вентиль для врезки под давлением |
|
||||||||
|
Elofit (Nupigeco) |
90 |
315 |
63 |
63 |
33 |
90 |
315 |
315 |
315 |
|
Georg Fischer |
63 |
400 |
32 |
63 |
2131 |
63 |
250 |
250 |
315 |
|
Frialen (Friatec) |
63 |
400 |
32 |
63 |
2030 |
63 |
225 |
400 |
400 |
|
Накладной уход |
|
||||||||
|
Elofit (Nupigeco) |
40 |
1000 |
20 |
225 |
|
40 |
1000 |
|
|
|
Georg Fischer |
63 |
2000 |
63 |
500 |
|
63 |
250 |
|
|
|
Frialen (Friatec) |
63 |
1200 |
32 |
225 |
|
63 |
225 |
|
|
|
Патрубок накладка |
|
||||||||
|
Elofit (Nupigeco) |
355 |
630 |
63 |
63 |
|
|
|
|
|
|
Georg Fischer |
315 |
630 |
90 |
125 |
|
|
|
|
|
|
Frialen (Friatec) |
250 |
560 |
32 |
110 |
|
|
|
|
|
|
Воздушнокамерная запорная арматура |
|
||||||||
|
Elofit (Nupigeco) |
90 |
315 |
75 |
75 |
62 |
90 |
315 |
|
|
|
Georg Fischer |
63 |
400 |
75 |
75 |
56 |
63 |
250 |
|
|
|
Frialen (Friatec) |
63 |
315** |
75 |
75 |
56,5 |
63 |
225 |
|
|
* При наличии специальной головной части Dн макс трубы c SDR11–315 мм, c SDR17–400 мм. ** При Dн = 315–560 мм необходима консультация у производителя относительно приспособления для врезки для имеющейся толщине стенки трубы.
Рис.1. Седловые отводы

Седловой отвод (седловидное ответвление, седельный отвод, седелка) (Рис. 1) — полиэтиленовый фитинг с ЗН в виде седловидной накладки с головкой и патрубком ответвлением. Предназначен для присоединения трубы меньшего диаметра к трубопроводу большего диаметра. Монтируется как в процессе строительства, так и на действующем трубопроводе.
Основное его отличие от накладных уходов, патрубков накладок и других седловых деталей (за исключением вен тилей для врезки под давлением) — наличие встроенной в головку фрезы для прорезания стенки трубы большего диаметра (основной трубы).
Перед сваркой седловой отвод крепится к трубопроводу большего диаметра с помощью специального хомута (ответной части) на зачищенное и обезжиренное, согласно технологии сварки деталей с ЗН, место.
Присоединяемая труба приваривается к патрубку седлового отвода муфтой с ЗН после приварки самого седлового отвода к трубопроводу большего диаметра. Для обеспечения качества приварки присоединяемой трубы к патрубку необходимо использовать специальный поддерживающий позиционер. Если это сварное соединение окажется по каким-то причинам некачественным, длина патрубка (в большей части случаев) позволяет отрезать забракованное соединение и повторить сварку с новой муфтой.
После окончания сварки и остывания седловой от вод должен быть опрессован через отвод для проверки качества и герметичности сварного соединения. Если опрессовка выявляет негерметичность, боковой патрубок необходимо обрезать и заглушить, приварив муфтой с ЗН заглушку спигот или заглушку с ЗН. При приварке заглушки нужно иметь в виду, что расширяющийся расплав полиэтилена будет стремиться ее сдвинуть. Поэтому необходимо принять меры к ее фиксации, используя специальный позиционер.
Если опрессовка показала герметичность сварного соединения, осуществляется прорезание основной тру бы под седловой частью с помощью кольцевой фрезы, имеющейся в верхней части головки седлового отвода. Для этого сварщик вставляет в шестигранное отверстие в тыльной части фрезы ключ и вращает его за рычаг. Фреза двигается, вращаясь, по резьбе вниз и прорезает круглое отверстие (Рис. 2.). Форма лезвия фрезы такова, что вырезанный участок стенки основной трубы остается внутри фрезы, не падая вниз. После этого сварщик дол жен, вращая ключ в обратную сторону, поднять фрезу с вырезанным участком верхней стенки основной трубы в исходное положение.
Рис.2. Прорезание основной трубы при монтаже седлового отвода. Глубину хода фрезы ограничивает кольцевой выступ на ключешестиграннике и специальная временная крышка с отверстием.
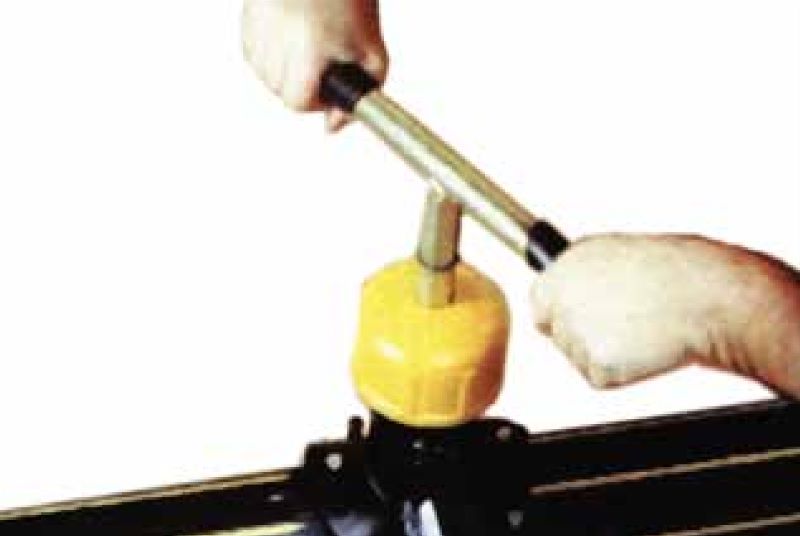
Рис.3. Вентиль для врезки под давлением

Рис.4. Накладной уход с ЗН

В результате прорезания и подъема фрезы транс портируемая среда из трубопровода большего диаметра получает доступ в патрубок. После подъема фрезы на головку седлового отвода плотно навинчивают ранее снятую крышку. Некоторые производители рекомендуют после навинчивания крышки или вместо неё заварить специальную заглушку с ЗН, приобретаемую отдельно.
В большинстве типов седловых отводов диаметр фрезы и, соответственно, диаметр прорезаемого в основной трубе отверстия на 10÷40% меньше внутреннего диаметра патрубка — отвода, что уменьшает пропускную способность газопровода на 20÷60% и может отрицательно влиять на работу газоиспользующего оборудования, особенно при низком давлении в газопроводе.
Имеется много видов и модификаций этих деталей, однако максимальный диаметр патрубка у всех моделей не превышает 63 мм. Тем не менее, продукция каждого производителя имеет свои особенности.
Так, у седловых отводов производства Фриатек (Рис. 1 в), которые в каталогах этой фирмы названы «арматурой для врезки под давлением с удлиненным выходным патрубком», головку после прорезания закрывают пробкой с резьбой, завинчивающейся внутрь головки. У седловых отводов марки Элофит производства фирмы Nupigeco и марки Георг Фишер пробка закручивается по внешней резьбе.
Ответная часть седловых отводов, которая позволяет крепить их к основной трубе перед сваркой, бывает разных видов. Наиболее распространенный вид — пластиковый хомут, затягиваемый на трубе с помощью болтов. У седловых отводов Элофит в ряде моделей, рассчитанных на трубы с Dн> 140 мм ответной частью служит синтетический ремень, также затягиваемый болтами. Пластиковые хомуты бывают также с клиновидным креплением, с креплением, затягиваемым поворотом скобы-рычага. У ряда производителей имеются седловые отводы, рассчитанные на трубы с Dн > 315мм, без ответной части. Для их установки необходимы специальные позиционеры. Также чаще всего нет ответной части у седловых отводов типа Top Loading.
Рис. 5. Накладной уход (седелочный отвод) Георг Фишер с ЗН для варки патрубка.

Рис.6. Набор фрез для прорезания основной трубы при монтаже отводов (Георг Фишер)

Рис. 7. Патрубок – накладка

Особенностью седловых отводов Георг Фишер является то, что у них головка с патрубком и фрезой изготавливаются отдельно от седловой части. Седловые части унифицированы, так что с одной седловой частью могут использоваться головки с патрубками разных диаметров, а также одни патрубки и/или заглушки. Это существенно снижает их себестоимость, дает возможность до приварки при необходимости менять угол отвода от основной трубы. При выявлении брака головки ее можно заменить, не меняя седловой части.
Представители Георг Фишера утверждают также, что при аварийном прерывании сварки седловых деталей из-за прекращения энергоснабжения можно подождать полного остывания фитинга в течение не менее 1 часа, а затем начать сварку сначала и довести до конца, что не отразится на качестве сварного соединения.
Седловые отводы могут выпускаться со встроенными клапанами типа «газстоп» или предусматривать установку такого клапана в патрубок при монтаже.
Вентили для врезки под давлением— полиэтиленовый фитинг с ЗН в виде седловидной накладки с патрубком ответвлением и вмонтированным в головку фрезой и запорным устройством. В основном используется для врезки в действующий трубопровод. Запорное устройство позволяет перекрывать поток транспортируемой среды после вывода телескопического удлинителя в футляре под ковер или люк. Управляются специальным трубчатым накидным ключом квадратного сечения. Назначение, способ монтажа, опрессовка приваренной детали и порядок прорезания аналогичны седловому отводу. Максимальный диаметр патрубка у всех моделей также не превышает 63 мм.
Могут быть как с ответной частью (пластиковый хомут на болтах), так и без нее. Выпускаются на определенный диаметр, а также типа Top Loading. Вентили для врезки под давлением Георг Фишер (Рис. 3 б) также выпускаются состоящими из двух частей.
Накладной уход с ЗН — полиэтиленовый фитинг в виде седловидной накладки с патрубком-ответвлением для присоединения трубы меньшего диаметра к основному трубопроводу определенного диаметра. В отличие от седлового отвода у накладного ухода нет встроенной фрезы, поэтому он монтируется только в процессе строительства или используется для врезки под давлением через шаровый кран.
Перед сваркой он крепится к основному трубопроводу с помощью хомута — ответной части, входящей в комплект поставки. Однако ряд моделей накладных уходов выпускается без ответной части и для их крепления необходим позиционер. В каталогах ООО «ЦентрТехФорм» накладной уход и отличается от патрубка-накладки (см. ниже) тем, что у него жесткая седловая часть с определенным внутренним диаметром, в то время как у патрубков-накладок она гибкая и позволяет крепить их к трубам разных, но близких по значению наружных диаметров (тип Top Loading).
Фриатек в своих каталогах называет патрубками-на кладками все аналогичные детали независимо от наличия в комплекте поставки хомута и гибкости седловой части.
Георг Фишер выпускает также модель накладного ухода (называемую в каталоге седелочным отводом), состоящую из седловой части и раструба с ЗН и небольшим встроенным металлическим хомутом (Рис. 5). Такая конструкция позволяет вваривать одновременно с монтажом на основной трубе в седловую часть отрезок трубы меньшего диаметра практически любой длины. При этом встроенный хомут фиксирует этот отрезок трубы (патру бок) на время сварки и остывания подобно позиционеру. Типоразмеры такого ухода: Dн основной трубы 110 ÷ 630 мм, Dн патрубка — 90 ÷ 125 мм.
После окончания сварки и остывания сварное со единение накладного ухода с основной трубой должно быть опрессовано с использованием специальной механической заглушки со штуцером или иным способом. Если сварное соединение оказалось негерметичным, патрубок обрезается, а рядом приваривается другой накладной уход.
Если герметичность соединения подтверждается, трубопровод большего диаметра под нижней поверхностью седловидной накладки прорезается с помощью кольцевой фрезы (Рис. 6) или сверла, которые необходимо при обретать отдельно. После этого присоединяемая труба приваривается к патрубку ухода муфтой с ЗН или встык.
В каталогах Фриален и Георг Фишер имеется также вариант накладного ухода со встроенной в патрубок соосно с ним фрезой, которая полностью вывинчивается и удаляется из патрубка после прорезания основной трубы. Такая модель Фриален называется «патрубок-накладка с интегрированной фрезой», имеет типоразмеры 63 х 32 ÷ 160 х 32 мм. Модель Георг Фишер компонуется из стандартной седловой части и «литого фитинга с фрезой» типоразмерами 63 х 32 мм и 63 х 63 мм. Эти модели накладных уходов на российском рынке спросом не пользуются, т. к. хотя стоят дороже обычных из-за наличия фрезы, но не позволяют проводить врезку под давлением.
Накладные уходы без встроенной фрезы могут использоваться для проведения врезок в основную трубу, находящуюся под давлением, однако для этого необходим шаровой кран и специальное оборудование.
Патрубокнакладка с ЗН — полиэтиленовый фитинг в виде седловидной накладки с патрубком-ответвлением для присоединения трубы меньшего диаметра к трубопроводу большего диаметра.
В отличие от седлового отвода у патрубканакладки нет встроенной фрезы, поэтому он монтируется только в процессе строительства или используется для врезки под давлением через шаровый кран, как и накладной уход. Все патрубки-накладки — типа Top Loading, то есть с гибким основанием, рассчитанным на несколько диаметров.
Поэтому у них нет ответной части и перед сваркой они крепятся к основному трубопроводу с помощью специальных позиционеров различных конструкций, обеспечивающих плотное прилегание их седловой части к поверхности трубы (в комплект поставки не входят).
Порядок сварки, опрессовки и прорезания патрубканакладки аналогичен порядку при сварке накладного ухода.
Патрубки-накладки Фриален (Рис. 7 в) из ПЭ 100 выпускаются для установки на трубы диаметром 250÷560 мм, имеют SDR11 и Dн патрубка < 110 мм. Их ЗН имеет открытую спираль.
Компания Фриатек разработала и выпускает также патрубки-накладки (Saddle XL) с герметичной прокладкой по периметру нижней поверхности седловой части (Рис. 9 а). Такая конструкция позволяет крепить патрубок-накладку на поверхности трубы за счет создании пониженного давления (на 0,8 бар ниже атмосферного) в патрубке, из которого откачивается часть воздуха. Это достигается с помощью специального оборудования, включающего съемную механическую заглушку с краном, шланги, небольшой компрессор и манометр (Рис. 9 б).
Рис.8. Установка патрубки накладки типа Top Loading Георг Фишер.


Рис.9 а. Патрубок-накладка Фриален с вакуумным креплением (Saddle XL)
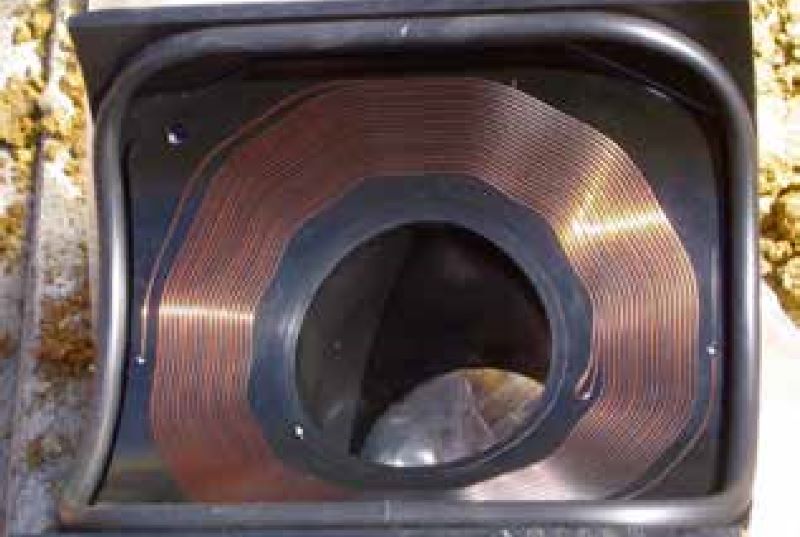
Рис.9 б. Оборудование для крепления и установка патрубка-накладки Фриален Saddle XL на трубе.

Такие патрубки-накладки не нуждаются в опрессовке после сварки, т. к. качество сварного соединения контролируется во время сварки и остывания за счет перепада давления внутри и снаружи детали. Однако их надежное крепление может быть обеспечено только при минимальной овальности трубы и хорошей ее зачистке при подготовке к сварке, что бывает сложно обеспечить в условиях строительства.
Воздушно-камерная запорная арматура (Рис. 10) — полиэтиленовый фитинг с ЗН в виде седловидной накладки с патрубком, закрывающимся латунной пробкой на резьбе. Используется совместно со специальным оборудованием при перекрытии действующего трубопровода. Перед сваркой крепится к трубопроводу с помощью пластикового хомута, входящего в комплект поставки. В каталогах Георг Фишер называется «седелкой для воздушно-камерной системы отключения потока».
Рис.10. Воздушно – камерная запорная арматура

После окончания сварки, остывания и вывинчивания пробки через центр седловой части в трубопроводе фрезой прорезается отверстие необходимого диаметра. На резьбе верхней части, освободившейся после вывинчивания пробки, может монтироваться запорная арматура или устройства, перекрывающие поток среды в трубе, разных видов. После окончания работ оборудование демонтируется, патрубок вновь закрывается завинчивающейся пробкой и сверху на патрубок с пробкой приваривается заглушка с ЗН.
Эта заглушка — полиэтиленовый фитинг муфтового типа с ЗН для герметичного закрытия патрубка с пробкой на воздушно — камерной запорной арматуре. Ее внутренний диаметр немного превышает соответствующий номинальный наружный диаметр заглушаемого патрубка с пробкой, на конец которого надевается до упора. Заглушаемый патрубок перед заваркой обезжиривается, но не зачищается.
Применение седловых деталей многообразно и для правильного их выбора необходимо четко представлять, какими характеристиками (геометрическими, прочностными, совместимостью) они должны обладать. Надеемся, что эта статья будет хорошим подспорьем специалистам в области строительства, эксплуатации и ремонта полиэтиленовых трубопроводов.
Литература
- ГОСТ Р 52779–2007 Детали соединительные из полиэтилена для газопроводов. Общие технические условия.
- Промышленное газовое оборудование: справочник. 6е изд., перераб. и доп. — Саратов: «Газовик», 2013. — 1280 с.
- Удовенко В. Е., Тхай В. С., Коршунов Ю. В. Полиэтиленовые трубопроводы — это просто. М.: ЗАО «Полимергаз», 2012.
- Соединительные детали для сварки полиэтиленовых труб. Каталог, М.: ООО «ЦентрТехФорм», 2012.