Ремонтные детали для полиэтиленовых трубопроводов
Авторы: М.А.Зуев, Д.Ю.Шешменев, С.В.Иванов
При строительстве трубопроводов нередко наблюдаются различные повреждения ПЭ труб, вызванные их неправильным хранением и транспортировкой, механическими воздействиями при монтаже или эксплуатации, а также дефекты сварных соединений, как стыковых, так и с применением деталей с ЗН. При эксплуатации ПЭ трубопроводов могут появиться и другие дефекты: сквозные повреждения разного происхождения, пластическая деформация участков трубы в результате сильной подвижки или проседания грунта, использования передавливателей.
При сквозном повреждении или пластической деформации необходимо отключить дефектный участок для проведения ремонта, который чаще всего заключается во вварке с помощью двух деталей с ЗН отрезка новой трубы (катушки) вместо поврежденного. Эти ремонтные работы создают неудобства для потребителей и приводят к существенным материальным затратам.
В то же время при наличии на ПЭ трубе несквозных наружных повреждений поврежденное место можно усилить приваркой специальной усилительной или ремонтной детали с ЗН без замены поврежденного участка.
Статьи на эту тему как, например [1], публикуются нечасто, поэтому рассмотрим и сравним разные виды ремонтных соединительных деталей, представленные в настоящее время или в прошлом на российском рынке, а также технологии их применения.
Ремонтные разъемные муфты с ЗН (РРМ) марки «Элофит» производства фирмы «Nupigeco» (Италия) (Рис. 1).
Рис.1. Внешний вид ремонтной разъемной муфты с ЗН.
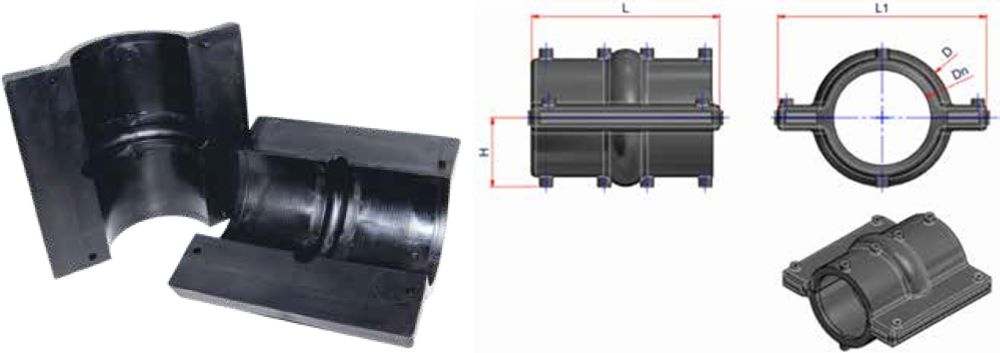
РРМ могут использоваться для ремонта внешних повреждений трубы длиной не более 70 мм и глубиной не более 30% от толщины стенки трубы, а также при наличии наружных дефектов в околошовной зоне стыкового соединения. В случае утечки газа или воды эти муфты использовать нельзя.
РРМ конструктивно состоит из двух половин. ЗН расположены на ее внутренней поверхности и на ее боковых частях «крыльях», служащих для соединения половин муфты между собой. ЗН разных частей каждой половины РРМ — центральных, прилегающих к ремонтируемой трубе, и «крыльев» не связаны друг с другом. Внутренняя поверхность каждой из половин РРМ имеет посередине поперечное полукольцевое углубление — желобок полукруглого сечения для размещения грата стыкового шва.
РРМ, выполненные из ПЭ100, могут быть приварены с использованием обычного сварочного аппарата для электромуфтовой сварки. Перед сваркой половины муфты соединяются специальными позиционирующими металлическими зажимами за выступающие «крылья». Установка и сварка РРМ включает все основные операции, предусмотренные технологией сварки обычных соединительных деталей с ЗН: разметку места установки, зачистку зоны сварки на наружной поверхности трубы, обезжиривание концов труб и внутренних поверхностей РРМ, разметку и установку РРМ на трубе с помощью позиционирующих зажимов, подсоединение к клеммам РРМ кабелей сварочного аппарата, ввод параметров сварки, сварка и остывание. Однако если на обычной детали с ЗН имеются две клеммы, то у рассматриваемой РРМ их двенадцать, т.е. общее число ЗН — шесть.
В случае внезапного прерывания сварки РРМ допускается ее возобновление после полного остывания (не ранее, чем через час).
Установка и сварка РРМ может производиться на ПЭ трубопроводе, находящемся под давлением. Максимальное рабочее давление в трубопроводе при установке РРМ зависит от марки полиэтилена и SDR труб (Табл. 1).
Таблица 1. Допустимое давление в трубопроводе при установке на ней РРМ в зависимости от параметров ПЭ трубы.
|
Марка ПЭ трубы |
100 |
80 |
|
|
SDR трубы |
11 |
11; 13,5 |
15,5; 17,6 |
|
Максимальное давление в трубе при установке (бар) |
10 |
5 |
1 |
Таблица 2. Размеры РРМ диаметром 110 мм и 160 мм.
|
внутренний диаметр |
внешний диаметр |
длина |
ширина |
высота одной половины |
|
110 мм |
140 мм |
230 мм |
245 мм |
87 мм |
|
160 мм |
190 мм |
230 мм |
290 мм |
97 мм |
Внутренний диаметр РРМ соответствует стандартным наружным диаметрам полиэтиленовых труб. Геометрические характеристики РРМ: Внутренний диаметр, мм: 75, 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315. SDR: 9; 11; 13,6; 17; 17,6.
Примеры других размеров некоторых РРМ приведены в Табл. 2.
II. Полукруглая ремонтная муфта изменяемой длины (EIVLRS) (ПРМИД в переводе на русский) марки «Элофит», производства фирмы «Nupigeco».
ПРМИД—модульная система полукруглых муфт с ЗН, которые могут устанавливаться и привариваться к ПЭ трубе для ремонта ее наружных несквозных протяженных осевых повреждений (царапины, вмятины, заусенцы и т.п.) глубиной до 30% от толщины стенки трубы. Внутренний диаметр ПРМИД также соответствует стандартным наружным диаметрам полиэтиленовых труб.
Стандартный набор содержит два модуля (ПРМИД I и ПРМИД Т) (Рис. 2), между которыми можно установить необходимое количество добавочных промежуточных модулей (ПРМИД М).
Рис.2. Полукруглая ремонтная муфта изменяемой длины (ПРМИД). а) начальный модуль ПРМИД I; б) конечный модуль ПРМИД Т.

Порядок установки и приварки ПРМИД к трубе аналогичен последовательности монтажа РРМ. Различие в том, что приваривается только верхняя часть муфты, прикрепленная к трубе затянутым шурупами пластиковым хомутом, которым является нижняя ее часть. Важным этапом является правильное определение числа модулей ПРМИД для установки на трубе, так, чтобы они полностью покрывали имеющиеся повреждения с запасом не менее 60 мм. В случае утечки газа или воды ПРМИД приваривать нельзя.
При аварийном прерывании сварки из-за прекращения энергоснабжения можно подождать полного остывания фитинга в течение не менее 1 часа, а затем начать сварку сначала.
Максимальное допустимое давление во время приварки ПРМИД к трубе зависит от марки ПЭ и SDR трубы (Табл. 3).
Таблица 3. Допустимое давление в трубопроводе при установке на ней ПРМИД в зависимости от параметров ПЭ трубы
|
Марка ПЭ |
100 |
80 |
||
|
SDR |
9; 11 |
11; 13,5 |
15,5 |
17 – 21 |
|
Максимальное давление (бар) |
8,6 |
4,1 |
1 |
0,5 |
Среди деталей с ЗН, предназначенных для ремонта повреждений ПЭ труб наиболее широко на отечественном рынке представлены ремонтные накладки (РН) седлового типа, представляющие собой прямоугольную толстую полиэтиленовую пластину с ЗН, нижняя часть которой повторяет форму наружной поверхности ремонтируемой трубы (Рис. 1), а также ремонтные седла. В центре РН и ремонтных седел на месте, контактирующем с дефектом, имеется «холодная зона», витков спирали ЗН там нет. РН и ремонтные седла устанавливаются и привариваются на ремонтируемый участок так же, как и обычные детали седлового типа.
III. Ремонтная накладка (РН) марки «Элофит» производства фирмы «Nupigeco».
Применяется для ремонта повреждений на ПЭ трубах диаметром 200 ÷ 1000 мм. Для установки и притягивания РН в процессе монтажа к трубе она снабжена ременными хомутами. Ширина РН «Элофит» — 240 мм.
Ремонту с помощью такого фитинга подлежат несквозные дефекты следующих размеров: круглой формы — диаметром не более 115 мм, квадратной формы — со сторонами не более 95 мм, глубиной до 30% от толщины стенки трубы.
IV. Ремонтная накладка седловидной формы («Фриален»).
РН «Фриален» из ПЭ 100, аналогичные РН марки «Элофит», выпускает фирма FRIATEC AG (Германия) (Рис. 2).
Рис. 1. Внешний вид ремонтной накладки «Элофит».

Рис. 2. Внешний вид ремонтной накладки «Фриален».

Рис. 3 Внешний вид ремонтного седла «Георг Фишер»

Рис. 4. Внешний вид ремонтного седла «Элофит».

Они предназначены для ремонта несквозных повреждений: царапин, канавок, углублений размером не более 230 мм, прижимаются к трубе с помощью создания пониженного давления откачкой воздуха из промежутка между РН и трубой. Для этого на нижней поверхности РН имеются специальные уплотнения. Монтаж РН на трубе и откачка воздуха осуществляются с помощью специального оборудования.
РН «Фриален» выпускаются с внутренними диаметрами 560; 630; 710; 800; 900 и 1000 мм, SDR17. Максимально допустимое давление среды в трубопроводе при приварке РН: для водопроводов — 10 бар, для газопроводов — 5 бар.
V. Ремонтное седло (РС) («Георг Фишер», Швейцария) (Рис. 3).
РС предназначено для ремонта в комплекте со специальной пробкой сквозных повреждений ПЭ труб диаметром до 25 мм на трубах c Dн = 63 мм и диаметром до 35 мм на трубах c Dн = 75 ÷ 400 мм. Длина РС c Dн = 63 мм — 165 мм. Материал ПЭ 100, SDR11. В середине РС — «холодная зона».
РС устанавливается на трубе с помощью натяжения нижнего пластикового хомута в результате закручивания шурупов. При приварке на ремонтируемое место одновременно сверху на седло приваривается заглушка — спигот (диаметр — 63 мм для всех типоразмеров).
Для установки на трубы с Dн = 280 ÷ 400 мм используются РС конструкции «топ лоадинг», без нижнего хомута. Для их монтажа необходимы специальные позиционеры.
VI. Ремонтное седло (РС) марки «Элофит» (Рис. 4).
Предназначено для ремонта в комплекте со специальной пробкой сквозных повреждений ПЭ труб c Dн = 90÷180 мм, SDR17,6÷7,4. Материал — ПЭ 100, SDR17,6, длина — 170 мм. Устанавливается аналогично РС «Георг Фишер».
VII. Комплект для ремонта сквозных повреждений ПЭ труб («Георг Фишер»). В комплект для ремонта сквозных повреждений трубопроводов «Георг Фишер» входят:
- пробка для глушения отверстия в ПЭ трубе, наружным диаметром 30 или 39 мм (Рис. 5);
- вороток и фреза для прорезания отверстий в ПЭ трубе (Рис. 6); Сквозное повреждение заделываются следующим образом:
- на месте сквозного повреждения ПЭ трубы прорезается круглое отверстие с помощью фрезы соответствующего диаметра;
- в отверстие забивается пробка;
- края пробки, заглушившей отверстие, обрабатываются напильником;
- установка РС так, чтобы пробка оказалась строго в под его центром;
- затяжка хомута РС;
- приварка РС.
Этот способ применим для ремонта труб на стадии строительства либо в период эксплуатации для газопроводов — на низком давлении, для водопроводов — при отсутствии утечек из под пробки.
Рис.5. Пробка для глушения отверстия в ПЭ трубе

Рис.6. Вороток (а) и фреза (б) для прорезания отверстий в ПЭ трубе

Рис.7. Внешний вид усилительной муфты «Георг Фишер».

Рис.8. Внешний вид усиливающей накладки «Фриален».

Рис.9. Внешний вид заглушки усиливающей накладки «Фриален».

Рис.10. Внешний вид заглушки накладки типа «Топлоадинг» «Фриален».

VIII. Усилительная муфта (УМ) («Георг Фишер»). «Георг Фишер» выпускала усилительные муфты хомутового типа с ЗН, выполненным отдельно от ее корпуса (Рис. 7), предназначавшиеся для усиления участков ПЭ трубы с несквозными повреждениями, а также испытавших пластическую деформацию при передавливании. Перед приваркой такая УМ фиксируется специальным зажимом.
IX. Усиливающая накладка («Фриален»). Усиливающие накладки (УН) марки «Фриален» (Рис. 8) предназначены для ремонта небольших несквозных повреждений без утечки среды на наружной поверхности ПЭ труб. Внутренний диаметр выпускаемых в настоящее время УН — 63 мм, SDR11, ПЭ 100. Устанавливается с помощью затяжки болтов. Максимальное давление среды при приварке: 16 бар — водопроводы; 10 бар — газопроводы.
X. Заглушка — усиливающая накладка («Фриален»).
Заглушки — усиливающие накладки (ЗУН) марки «Фриален» (Рис. 9) предназначены для ремонта небольших повреждений наружной поверхности ПЭ труб. Внутренние диаметры 90 ÷ 225 мм, SDR11 из ПЭ 100. Устанавливаются на трубе с помощью болтов на боковых ребрах. При ремонте сквозных повреждений ЗУН должны использоваться в комплекте со специальной пробкой. Максимальное давление среды при приварке: 16 бар — водопроводы; 10 бар — газопроводы.
XI. Заглушка накладка типа «Топ лоадинг» («Фриален»).
Заглушки накладки типа «Топ лоадинг» марки «Фриален» (Рис. 10) предназначены для ремонта небольших повреждений размером не более 50 мм. Внутренний диаметр — 250÷560 мм, SDR11, из ПЭ 100. Седловая часть таких заглушек гибкая и ее внутренний диаметр может изменяться в соответствии с диаметром ремонтируемой трубы. Для установки на трубу необходим специальный позиционер.
При ремонте сквозных повреждений должны использоваться в комплекте со специальной пробкой. Максимальное давление среды при приварке на несквозные повреждения: 16 бар — водопроводы, 10 бар — газопроводы.
При сравнении замены поврежденных участков ПЭ трубопроводов с использованием ремонтных деталей с ЗН очевидны преимущества последних: уменьшение трудозатрат, времени и стоимости ремонтных работ, повышение безопасность труда, отсутствие необходимости отключения потребителей на время ремонта. Такие детали наиболее целесообразно использовать, по видимому, на трубопроводах большого диаметра (≥ 315 мм). По мере увеличения протяженности эксплуатируемых в РФ ПЭ трубопроводов будет нарастать и потребность в применении таких ремонтных деталей.
Список литературы.
- Технология монтажа отводов, запорная и ремонтная техника для полиэтиленовых трубопроводов, Экерт Р., Полимергаз, № 2, 2005 г.
- Сайт компании Nupigeco.com.
- СП 42–103–2003 Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов.
- ГОСТ Р 50838–2009 Трубы из полиэтилена для газопроводов. Технические условия.
- СП 42–101–96, Проектирование и строительство газопроводов из полиэтиленовых труб диаметром до 300 мм.
- DVS2202–1:1989 Imperfections in thermoplastic welding joints: Features, descriptions, evaluation. (Дефекты в сварных соединениях термопластов: характеристики, описания, оценка).
- ГОСТ Р 54792–2011 Дефекты в сварных соединениях термопластов. Описание и оценка.