Позиционеры: назначение и модели
Зуев М.А., зам. генерального директора
ООО «ЦентрТехФорм»,
Шешменев Д.Ю., технический директор
ООО «ЦентрТехФорм»,
Степанов В.Н., специалист
ООО «ЦентрТехФорм»

Журнал «Полимергаз» не раз обращался к проблеме обеспечения качества при сварке и монтаже наружных полимерных трубопроводов в России. Однако, несмотря на существующую систему контроля качества, проблема брака при строительстве полиэтиленовых газо- и водопроводов не теряет актуальности. Одной из причин такого брака является пренебрежение использованием специального вспомогательного оборудования при проведении сварочных работ [1-4]. Этому в какой-то мере способствует недостаточное, на наш взгляд, отражение важности его использования в нормативной документации.
В то же время необходимость применения вспомогательного оборудования обусловлена самим характером процессов, протекающих в соединении труб и детали с ЗН при сварке. При расплавлении полиэтилена наружной поверхности трубы и внутренней поверхности детали под действием тепла, выделяющегося в металлической спирали закладного нагревателя при протекании по нему электрического тока, расплав расширяется, стремясь занять больший объем, чем полимер в исходном состоянии.
Учитывая величину коэффициента теплового расширения полиэтилена (1,6 ÷ 2 ·10 -4 1/°С), можно подсчитать, что при нагреве от 20 до 220 °С (обычная температура сварки) объем нагретого до указанной температуры материала увеличится в среднем на 10 ÷ 12 %. Вследствие этого в расплаве между внутренней поверхностью детали и наружной поверхностью трубы возникает избыточное давление. Расплав под действием этого давления стремится заполнить все пространство между трубой и деталью. Его распространение ограничивается лишь холодными зонами в местах, где отсутствуют спирали ЗН или их мало. Таким образом обеспечивается равномерное заполнение зазоров, перемешивание расплава термопласта детали и трубы и формирование прочного неразъемного соединения. Внутренний диаметр детали производитель определяет с учетом этих процессов.
Жесткость соединения при нагреве и расплавлении снижается, и приложение к нему в период сварки механических усилий может с большой вероятностью привести к деформации соединения, сдвигу детали, выходу расплава за пределы холодных зон, в щель между трубами или наружу. Источниками механических нагрузок могут быть: провис, кривизна, недопустимая овальность труб, давление расплава, внешние воздействия.
Поэтому для обеспечения качества сварки деталями с ЗН необходимо принять меры к удержанию свариваемого соединения и компенсации имеющихся или могущих возникнуть в процессе сварки и остывания механических нагрузок, воздействующих на него.
В данной публикации мы хотим рассмотреть позиционеры - устройства для фиксации свариваемых труб и/или деталей на время сварки деталями с закладными нагревателями (ЗН) и последующего остывания. Это - один из важнейших видов вспомогательного оборудования, применяемого при сварке труб из термопластов.
Требования к позиционерам просты:
- надежная фиксация труб и деталей во время и после сварки;
- возможность изменения с его помощью положения свариваемых труб и деталей;
- отсутствие повреждений труб и деталей после применения;
- компактность, простота и по возможности малый вес для удобства применения и транспортировки.
Конструкция позиционера определяется его назначением и диапазоном диаметров закрепляемых труб. Они могут использоваться для фиксации соединения при сварке:
- муфт (Рис. 1),
- отводов на поворотах трубопровода (Рис. 2),
- тройников (Рис. 3),
- заглушек (Рис. 4),
- седловых деталей (Рис. 5),
- приварки труб к седельным отводам (Рис. 6).
Позиционеры, применяемые в настоящее время при сварке деталями с ЗН муфтового типа, по большей части представляют собой разборный металлический остов с укрепленными на нем несколькими захватами, которые могут подбираться или регулироваться в соответствии с формой и диаметром свариваемых труб и деталей.
Ряд моделей могут быть использованы (после соответствующей настройки) при сварке нескольких видов соединений, например муфт, отводов и тройников.
Позиционеры, применяемые при сварке деталями с ЗН седлового типа, должны обеспечивать плотный контакт такой детали с поверхностью трубы и обычно являются металлическими или пластиковыми хомутами разнообразных конструкций. Пластиковые хомуты являются частью самой детали и остаются на месте сварки, а металлические поставляются отдельно и демонтируются после остывания соединения.
Рис.1. Позиционер для фиксации соединения при сварке муфт.

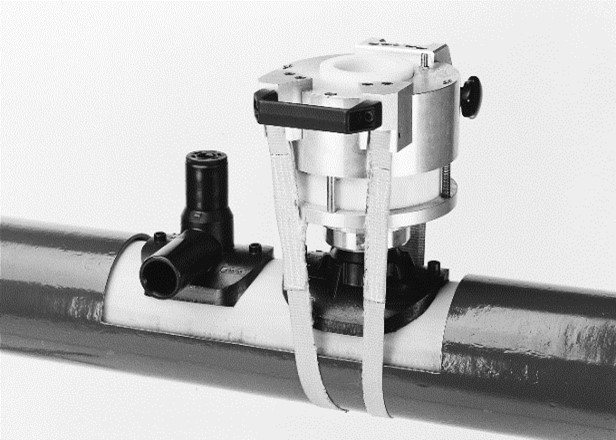
Рис.2. Позиционер для фиксации соединения при сварке отводов на поворотах трубопровода.
Также позиционеры можно разделить на имеющие металлические захваты (Рис. 7) и имеющие ременные захваты (Рис. 8). Преимущества металлических захватов - большая прочность и жесткость, возможность использования для устранения овальности труб, а ременных – меньшие вес, размеры и стоимость.
При использовании части позиционеров с металлическими захватами для фиксации труб разных диаметров необходимы редукционные вкладыши - пластиковые или металлические полукольца, вставляемые внутрь захватов. В то же время размер ременных захватов свободно регулируется в зависимости от диаметра труб. Есть модели, имеющие одновременно как металлические, так и ременные захваты.
Рис.3. Позиционер для фиксации соединения при сварке тройников.

Рис.4. Позиционер для фиксации соединения при сварке заглушек.

Рис.5. Позиционер для фиксации соединения при сварке седловых деталей.

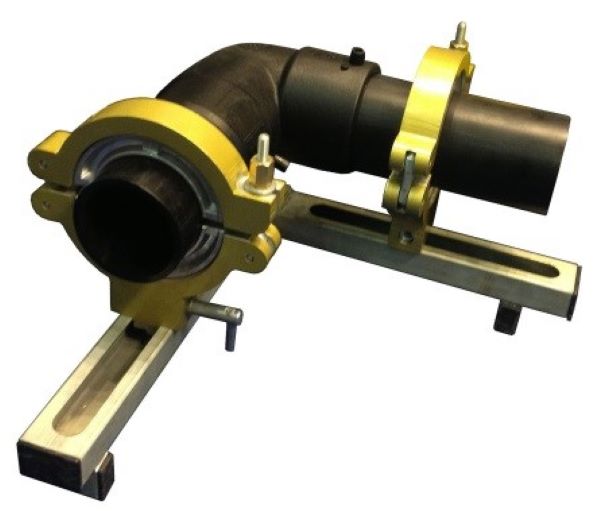
Рис.6. Позиционер для фиксации соединения при приварке труб к седельным отводам.
Одной из первых в Европе начала выпускать позиционеры компания «Сорон» (Sauron), разработчик способа сварки деталями с ЗН. Их появление и широкое применение было обусловлено случаями брака, вызванного воздействием механических нагрузок на соединение во время сварки и остывания, с которыми столкнулись инженеры компании. Позиционеры необходимы также при сварке труб, смотанных с барабана или бухты, когда остаточная кривизна труб сильно затрудняет проведение качественной сварки, при сварке труб в котлованах и траншеях, когда нет возможности снять с них механические нагрузки. Использование позиционеров позволяет резко снизить количество брака при сварке и поэтому, например, во французской компании «Газ де Франс – Суэц» является обязательным. Сварка деталями с ЗН без позиционера рассматривается как грубое нарушение технологии.
Первым серийно выпускаемым позиционером, впервые представленным компанией «Сорон» на выставке EXPOGAZ в Биаррице в 1981 г., был Позипласт 125 (Posiplast 125), разработанный для облегчения монтажа и установки муфт с ЗН на трубы.
Рис.7. Позиционер с металлическими захватами.

Рис.8. Позиционер с ременными захватами.
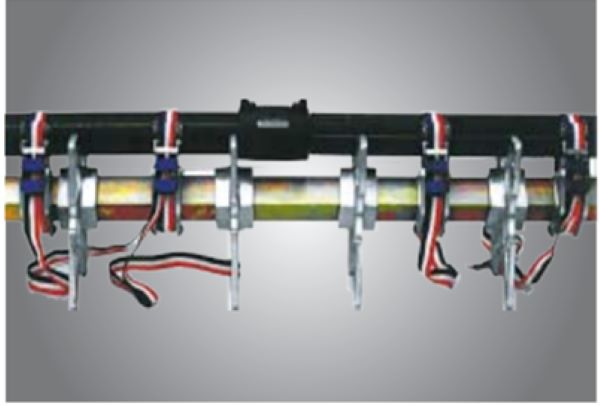
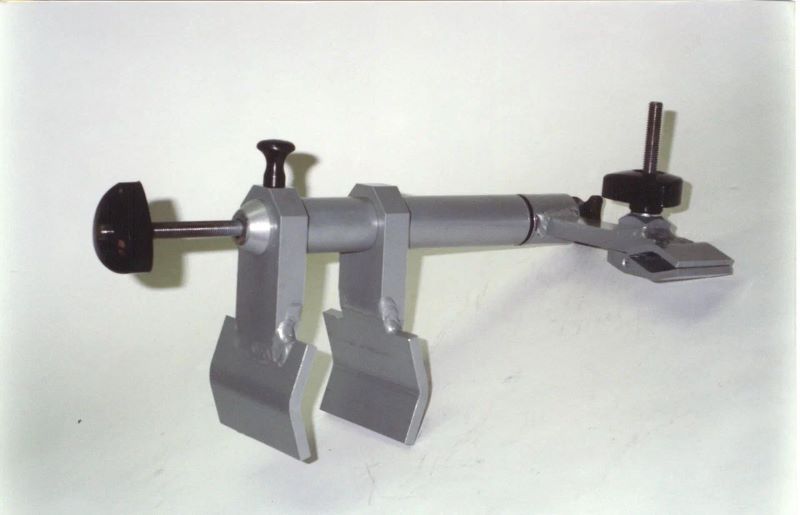
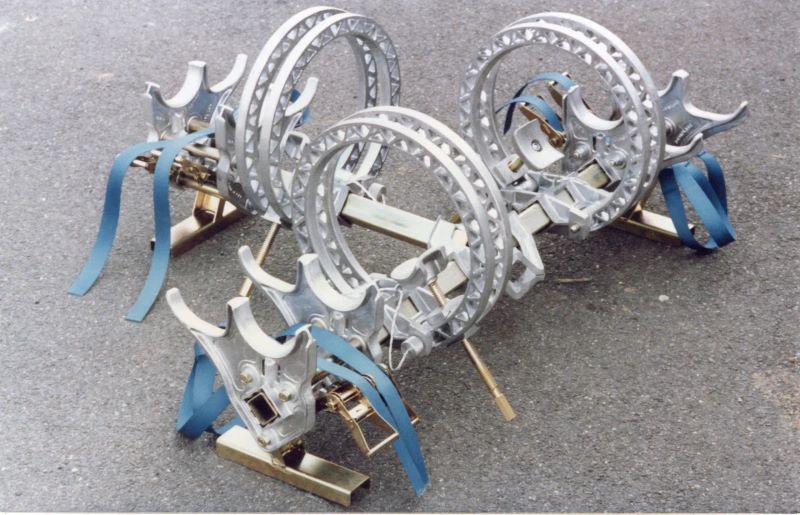
Рис.9. Один из первых серийно выпускаемых позиционеров Posiplast 125 (1981 г., Sauron). Разработан для установки муфт с ЗН, фиксация труб обеспечивается вращением винтов в зажимах.
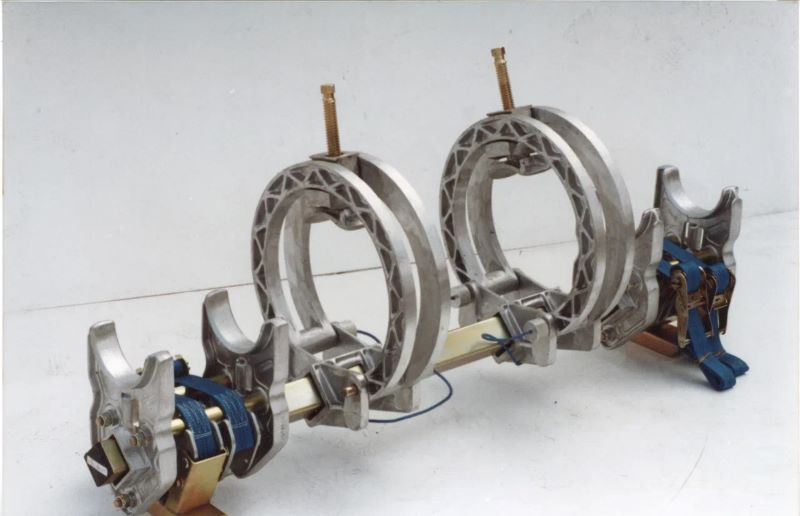
Рис.10. Модель Posiplast 125 — фиксация труб с помощью гидравлических цилиндров.

Он состоит из трубчатого остова квадратного сечения, металлических колец и редукционных полуколец из алюминиевого сплава с ременными зажимами (Рис. 9). Каждое металлическое кольцо - зажим оснащено передвижным силовым зажимным винтом с полукруглым упором на конце для надежной фиксации труб. Этот винт можно перемещать по окружности кольца более чем на 300°. Такая конструкция колец, а также большое количество зажимов (от 4 до 6) позволяют выравнивать искривленные концы труб (после размотки с бухты или барабана), надежно фиксировать концы двух труб во время сборки соединения перед сваркой в разных положениях и устанавливать их точно соосно, несмотря на возможную кривизну.
Рис.11. Гидравлическое устройство Crocoplast для устранения остаточного изгиба концов труб.

Рис.12. Модель Posiplast 5000 дает возможность соединять трубы в линии и под углами 45, 60 и 90 градусов, устраняя при этом кривизну труб.
Одним из вариантов исполнения Позипласта 125 являлась модель, в которой фиксация труб обеспечивалась не вращением винтов, а с помощью гидравлических цилиндров, которые также могли перемещаться по окружности колец (Рис. 10).
Практика применения Позипласта 125 показала, что рациональнее разделить функции выпрямления и фиксации труб. Поэтому в 1983 году «Сорон» разработала гидравлическое устройство Крокопласт (Crocoplast) (Рис. 11) для устранения остаточного изгиба (кривизны) концов труб, смотанных для монтажа с барабана или из бухты. При работе калиброванный валик с помощью гидроцилиндра прокатывается по изгибу трубы, поддерживаемой специальным обручем нужного диаметра. В настоящее время компания выпускает модели Крокопласта, рассчитанные на трубы диаметрами от 40 до 160 мм.
Следующие модели Позипластов - 5063 , 5125, 5160 были представлены в 1990 году на выставке EXPOGAZ в Париже. Последние три цифры в номере модели обозначают максимально возможный диаметр закрепляемых труб. Позипласты 5000-й серии (Рис. 12) позволяют соединять ПЭ трубы как в линию, так и углом, сваривать тройники под углами 45, 60 и 90 °, одновременно устраняя кривизну труб. Предварительное использование Крокопласта для выпрямления концов соединяемых труб позволяет использовать Позипласты этой серии без колец.
Затем для поддержания боковых отводов при приварке седловых отводов и других седловых деталей «Сорон» разработала специальные позиционеры различных конструкций (Рис. 13 а, б, в, г). Они обеспечивают, после жесткого закрепления позиционера на основной трубе, поддержку бокового отвода и снятие с муфты механических нагрузок на время сварки и остывания.
Рис.13а и далее б, в, г - Позиционеры с поддержкой бокового отвода и снятием с муфты механических нагрузок.

Рис.13б.
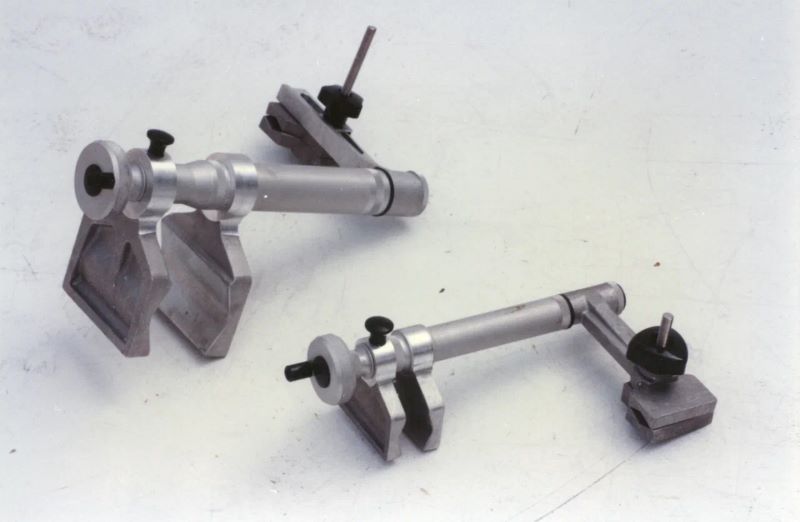
Рис.13в.
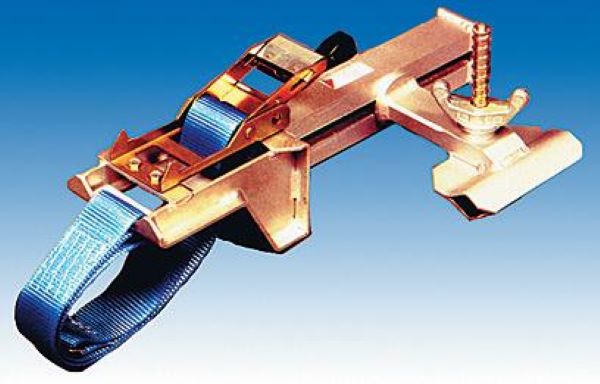
Рис.13г.

В настоящее время «Сорон» выпускает также модель для приварки заглушек (Рис. 4). Необходимость в таком позиционере обусловлена опасностью того, что расплавленный во время сварки полиэтилен, двигаясь в зазоре между трубой и муфтой, сдвинет заглушку, которая гораздо легче трубы, с ее конца. Ременной захват этого позиционера позволяет использовать его на трубах диаметром от 32 до 200 мм.
Среди продукции европейских фирм - производителей позиционеров можно рассмотреть также позиционеры английской фирмы «Хай - Рэм» («Hy-Ram»).
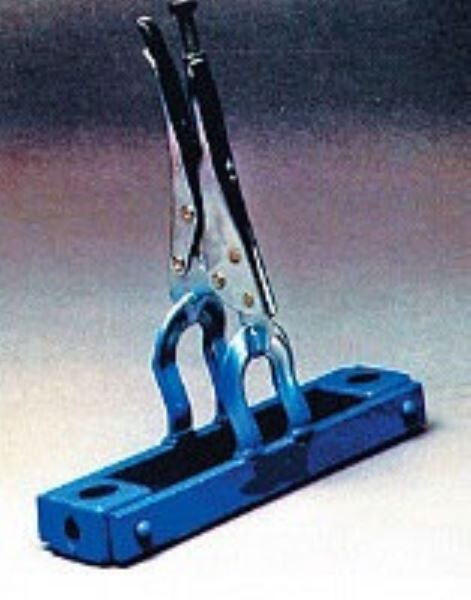
Рис.14. Позиционер EFRAC 20-40 для фиксации труб диаметром от 20 до 40 мм.

Модели EFRAC 20-40 (Рис. 14) предназначены для фиксации труб диаметром от 20 до 40 мм при сварке муфт и отводов. Конструктивно они представляют собой клещи с металлическими зажимами, расположение которых можно менять в зависимости от поставленной задачи.
Рис.15. Позиционер EFRAC 180 для фиксации при сварке муфт, отводов, тройников на трубах диаметром 63-180 мм с набором редукционных вкладышей.

Модели серии EFRAC 180 (Рис. 15) рассчитаны на использование при сварке муфт, отводов, тройников на трубах диаметром 63-180 мм. Они оснащены набором соответствующих редукционных вкладышей.
Рис.16. Модель позиционера EFRAC 180 без редукционных вкладышей.

Модели серии EFAC 180 (Рис. 16) также рассчитаны на использование при сварке муфт, отводов, тройников на трубах диаметром 63-180 мм. Они, в силу конструкции металлических захватов, не нуждаются в редукционных вкладышах, однако и уменьшать овальность фиксируемых труб не могут.
Рис.17. Приспособление с гидравлическим приводом для скругления овальности труб.

Также следует отметить приспособления с гидравлическим приводом этого же производителя для скругления овальности труб (Рис. 17), которые эффективно применяются при монтаже ПЭ трубопроводов диаметром до 710 мм.
Изготавливают позиционеры и в нашей стране. Так модель С-160 (Рис. 18), выпускаемая в Тюмени, представляет собой разборную раму из стальных направляющих-салазок с укрепленными на ней круглыми алюминиевыми зажимами, которые могут поворачиваться вокруг своей оси.
Рис.18. Позиционер С160. Вариант сборки при сварке тройника (а) и отвода (б).

Он разработан для фиксации труб и фитинга при сварке муфт, отводов 45° и 90°, тройников на трубах из термопластов диаметром 32 ÷ 160 мм. Конструкция хомутов, снабженных набором редукционных вкладышей, позволяет также устранять овальность труб указанных диаметров.
Отдельно следует сказать про позиционеры, предназначенные для приварки седловых деталей, не оснащенных ответной частью (Рис. 19 - 22).
Рис.19. Позиционер для накладных уходов (Ø 90 ÷ 280 мм) ременной (Россия).

Рис.20. Позиционер для накладных уходов Elofit.

Самая простая конструкция – у отечественного позиционера, прижатие детали к трубе обеспечивается натяжением прочных синтетических ремней, надеваемых на детали. У позиционера Элофит имеется круглая конусообразная накладка, надеваемая на деталь сверху и затем прижимающая ее к трубе с помощью натяжения ремней, соединенных с накладкой.
Рис.21. Позиционер для накладных уходов Георг Фишер (Georg Fischer).
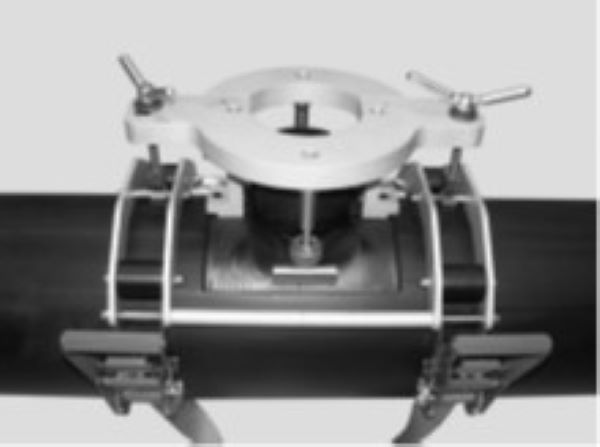
Рис.22. Позиционер для накладных уходов Фриатоп (Friatop)
Позиционер компании Георг Фишер (Рис. 21) представляет собой довольно сложную конструкцию из металлической рамы, прижимаемой к трубе ремнями и оголовка для патрубка накладного ухода, крепящегося к раме на винтах. Это обеспечивает равномерность прижатия и хорошую фиксацию детали во время сварки.
Интересная особенность позиционера Фриатоп (Friatop) компании Фриатек (Friatec AG) (Рис. 22) для посадки и прижатия к трубе при сварке седловых деталей типа Top-Loading основным диаметром до 560 мм в том, что необходимое прижимающее усилие создается не только натяжением ремней, но и путем подачи воздуха под давлением от компрессора по шлангу в воздушную камеру, находящуюся в его верхней части. Это обеспечивает точное соответствие внутреннего изменяемого диаметра седловой части детали наружному диаметру трубы, а также равномерное демпфирование механических нагрузок в процессе сварки.
В статье мы рассмотрели лишь малую часть имеющихся на российском рынке моделей позиционеров, однако понятно, что практически для всех ситуаций, затрудняющих качественную сварку деталями с ЗН, для всех видов деталей и диаметров полимерных труб есть соответствующее вспомогательное оборудование, позволяющее предотвратить появление брака.
Дело остается за малым – использовать его в работе строительных организаций.
Список использованной литературы.
- Причины возникновения дефектов сварных соединений на полиэтиленовых трубопроводах. С.В.Иванов, Е.И.Зайцева, Полимергаз, 2011г., №2.
- Вспомогательное оборудование для сварки полиэтиленовых труб. С.В.Иванов, Е.И.Зайцева, А.А.Пономарев, Полимергаз, 2011г., №4.
- Как повысить качество строительства полиэтиленовых трубопроводов? М. А. Зуев, С. В. Иванов, Полимергаз, 2014г., №2.
- Брак сварных соединений. М.А. Зуев, С.В. Иванов, Тех-Надзор 2014 г., № 7 (92).
- Каталог продукции компании «Сорон».
- Каталог продукции компании «Хай-Рэм».
- Каталог продукции компании «Георг Фишер».
- Каталог продукции компании «Фриатек».