Бестраншейные технологии реконструкции трубопроводов: сложные трубные конструкции
Автор: М. А. Зуев, к. т. н., заместитель генерального директора по учебной части ООО «ЦентрТехФорм»
Применение специальных полимерных труб
В предыдущей части нашего обзора были подробно рассмотрены требования и рекомендации по протяжке стандартных труб круглого сечения. Эти правила с некоторыми дополнениями и особенностями могут быть применены к технологиям протяжки специальных полимерных труб, а также к некоторым способам реконструкции без использования труб.
Протяжка усиленных и многослойных труб
Трубы с защитной оболочкой
При протяжке в изношенном трубопроводе или прокладке с помощью установок горизонтального направленного бурения (ГНБ) с целью защиты рабочей поверхности труб от продольных царапин часто применяют полимерные трубы, изготовленные с дополнительным специальным, стойким к повреждениям внешним слоем (рукавом). Защитный слой (из полипропилена или вспененного полиэтилена) также оберегает трубу от точечной нагрузки, например от камней или других выступающих объектов, встречаемых по трассе протягивания (или прокладки в неблагоприятных грунтах). Такие трубы (рис. 1) изготавливает ряд компаний за рубежом (Wavin (Нидерланды), Uponor (Финляндия), PipeLife (Австрия)) и в нашей стране (Группа ПОЛИПЛАСТИК, НПО «Стройполимер»).
Рис. 1. Образцы полиэтиленовых труб с защитным слоем из полипропилена, выпускаемых Группой ПОЛИПЛАСТИК

Высокопрочные трубы
Фирма Wavin первой выпустила высокопрочную трубу под маркой WavinTS (рис. 2), получаемую методом последовательной соэкструзии трех слоев полиэтилена наименования ПЭ 100, при этом наружный и внутренний слои выполнены из полиэтилена, отличающегося высокой трещиностойкостью. Соседние слои соединены на молекулярном уровне с хорошим взаимопроникновением так, что труба представляет собой литую конструкцию с такой же стойкостью к внутреннему давлению, как у ПЭ 100. Внешний и внутренний слои имеют одинаковую толщину, равную 25 % номинальной толщины стенки трубы. Наружный слой трубы предохраняет ее от глубоких царапин, а внутренний — о т распространения трещин. Отличительная особенность трубы WavinTS — повышенная сопротивляемость разрушению от внешних нагрузок.
Рис. 2. Полиэтиленовая усиленная труба WavinTS

Усиленные таким образом трубы используются в особо тяжелых условиях при протяжке с разрушением старых труб, в особенности чугунных и бетонных, при протяжке внутри старого трубопровода способом «труба в трубе» как с зазором, так и с плотным прилеганием, при монтаже с обсыпкой трубы.
Благодаря своим свойствам они могут укладываться в грунт без устройства песчаного основания. Повреждения поверхности в допустимых пределах не оказывают существенного влияния на долго вечность и надежность труб при эксплуатации.
Соэкструзионные трубы свариваются так же, как стандартные полиэтиленовые трубы, или соединяются механически. Размеры этих труб теже, что и у обычных полиэтиленовых, а для проведения сварки не нужно удалять с концов труб защитный слой, как для труб с защитной оболочкой. Основные характеристики со экструзионных труб:
- наружный и внутренний слои выполнены из высокопрочного полиэтилена ПЭ 100-RC, промежуточный слой — из ПЭ 100;
- диаметр труб: от 63 до 630 мм с толщиной стенки, соответствующей SDR11 и SDR17;
- максимально допустимое внутреннее давление: 1,0 МПа; 1,6 Мпа;
- взаимодействие между трубопроводами: независимое;
- особенности монтажа: требуются котлованы на входе и выходе участка трубопровода; песок для обсыпки при стандартном монтаже не требуется;
- области применения: напорные и безнапорные трубопроводы, газопроводы низкого и среднего давления.
Трубы с защитным слоем из алюминиевой фольги
Полиэтиленовые трубы для систем водоснабжения могут быть трехслойными, то есть иметь специальный алюминиевый слой (фольгу), который располагается между слоем из полиэтилена и внешним полипропиленовым слоем, толщина которого составляет порядка 25 % толщины стенки трубы.
Наружный полипропиленовый слой предотвращает окисление и повреждение полиэтиленового слоя трубы при хранении, монтаже и эксплуатации, что облегчает процесс сварки деталями с ЗН. Алюминиевый слой является антидиффузионной защитой. Использование алюминиевой фольги препятствует проникновению нефтепродуктов и других органических веществ через полиэтиленовый слой.
Такие трубы целесообразно использовать в местах, расположенных в непосредственной близости к автозаправочным станциям, при прокладке и восстановлении трубопроводов, пролегающих в районах промышленных свалок, и других местах с очень высоким загрязнением или в одной траншее с водоотводящими трубами.
Характеристики труб с защитным внутренним (алюминиевым) слоем:
- диаметр труб: 32–1200 мм;
- максимально допустимое внутреннее давление: 1,0 МПа; 1,6 МПа;
- материал: ПЭ 100, полипропилен в качестве наружной оболочки, алюминиевая фольга как защитный барьер;
- взаимодействие между трубопроводами: независимое;
- особенности монтажа: требуются котлованы на входе и выходе участка трубопровода; при стандартном монтаже требуется песок для обсыпки;
- области применения: напорные и безнапорные трубопроводы, газопроводы низкого и среднего давления;
- способы прокладки: протяжка способом «труба в трубе», про тяжка с разрушением старой трубы, ГНБ, открытая прокладка.
Полиэтиленовые трубы, профилированные в горячем состоянии
Метод Compact Pipe (фирма Wavin)
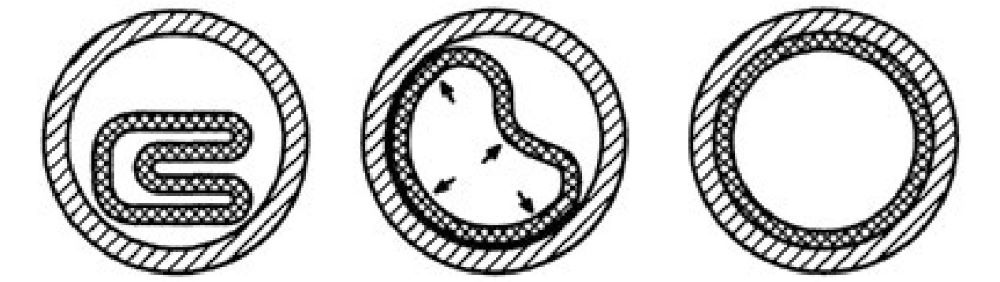
Суть протяжки профилированных в горячем состоянии полиэтиленовых труб состоит в следующем. Непосредственно в процессе производства трубу сплющивают и сворачивают по всей длине, придавая ее сечению форму буквы «С», что делает ее более компактной (рис. 3).
Рис. 3. Схема процесса восстановления первоначальной формы трубы Compact Pipe: 1— профилированная труба после протяжки; 2— восстановление формы под действием температуры и давления пара; 3— реконструированный трубопровод
Изготовление (экструзия, калибровка, предварительное охлаждение) труб Compact Pipe происходит на стандартной производственной линии, дополнительно оснащенной устройством деформирования (профилирования) труб. Формование трубы в высокоэластичном состоянии позволяет сильно изменять форму ее сечения без какого-либо нарушения структуры материала. После устройства деформирования на линии находится устройство наматывания на барабан.
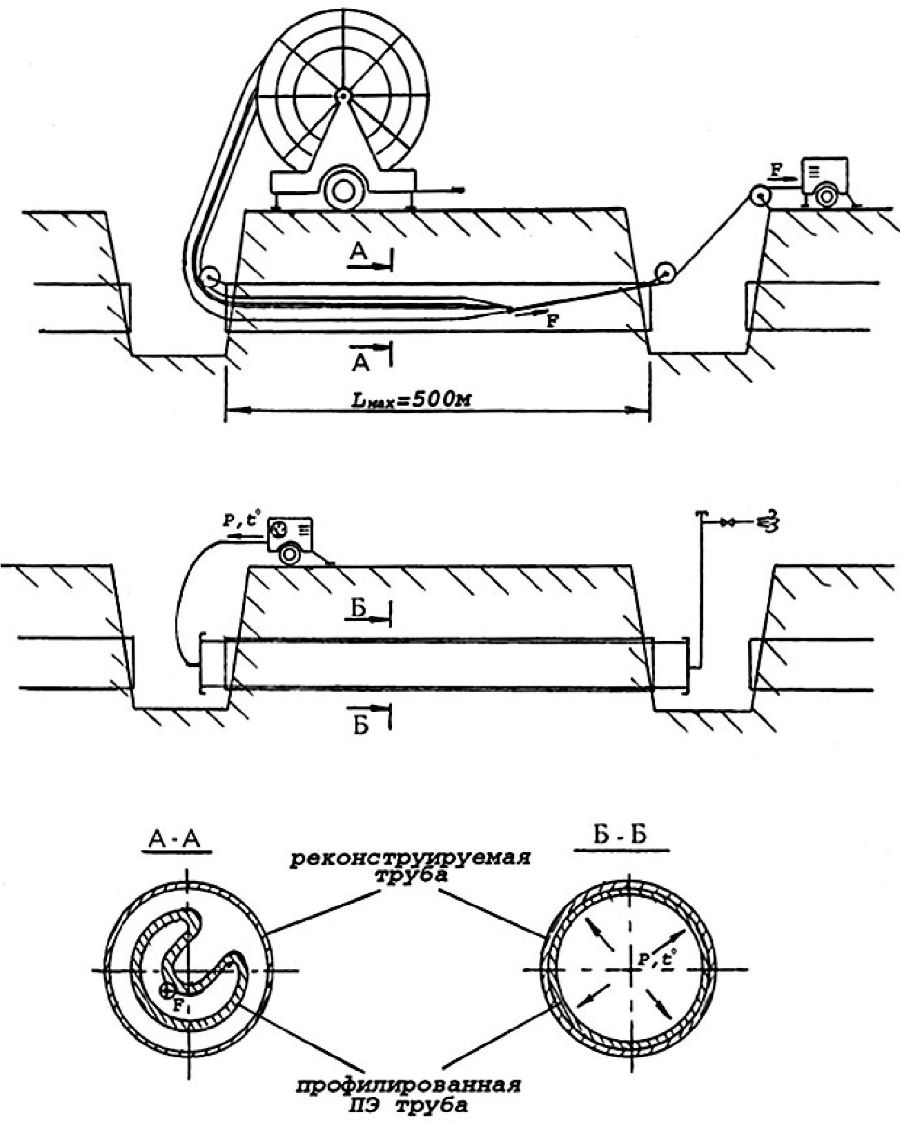
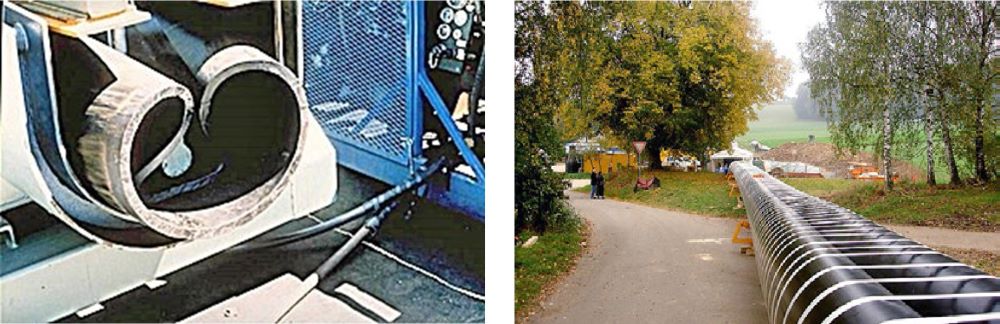
Профилированную таким образом трубу протягивают в подлежащий восстановлению трубопровод (рис. 4). В зависимости от конкретных условий допустимый угол по ворота протягиваемой трубы может достигать 30°.
Рис. 4. Протяжка трубы Compact Pipe

Затем в полиэтиленовую трубу подается под давлением горячий пар, под воздействием которого она восстанавливает первоначальное круглое сечение. По окончании процесса восстановления формы материал трубы находится в подогретом высокоэластичном состоянии, и за счет давления пара труба плотно прилегает к внутренней стенке старого трубопровода.
Основные характеристики этого и других методов реконструкции изношенных трубопроводов про филированными трубами пред ставлены в таблице (см. с. 29).
Достоинства метода Compact Pipe:
- применим для восстановления трубопроводов разного назначения;
- возможна протяжка трубы с использованием существующих колодцев и камер без разработки котлованов;
- минимальное уменьшение диаметра и проходного сечения трубопровода (по сравнению с протяжкой стандартных труб круглого сечения (релайнингом));
- состояние старого трубопровода не оказывает решающего влияния на результаты реконструкции;
- протянутая труба может быть соединена с другими полиэтиленовыми или стальными трубами, с боковыми отводами, запорной арматурой;
- не требуется сохранение системы электрохимической защиты (ЭХЗ). Недостатки метода:
- требуются дорогостоящее специальное оборудование (парогенератор) и квалифицированный персонал;
- необходимы тщательное обследование, очистка и подготовка полости старого трубопровода;
- имеются ограничения по диаметру и толщине стенки протягиваемой полиэтиленовой трубы;
- имеются ограничения по величине давления в реконструированном трубопроводе, по допустимым изгибам протягиваемой полиэтиленовой трубы;
- затруднен поиск мест утечек транспортируемой среды (в сравнении с разрушением старой трубы и ГНБ);
- для подключения новых отводов требуются специальные технические приемы и оборудование.
Метод Compact SlimLiner (компания Wavin)
Для ремонта трубопроводов методом Compact SlimLiner также используется полиэтиленовая труба, свернутая по всей длине в виде буквы «С» в сечении, но с меньшей толщиной стенки, и обмотанная после профилирования защитной пленкой. «Раскрытие» трубы про исходит при подаче внутрь воздуха под давлением 0,2–0,5 МПа, при этом пленка разрывается.
Данный способ разработан для бестраншейного восстановления напорных водопроводов и используется в случаях, когда старая труба потеряла герметичность, но сохраняет свою прочность. Допустимый угол поворота протягиваемой трубы составляет до 20, в зависимости от конкретных условий.
Преимущества метода состоят в следующем:
- низкая стоимость трубы;
- отсутствие потребности в специальном и дорогостоящем оборудовании. Недостатки метода:
- ограниченный диапазон диаметров; ограниченная область применения (можно использовать только для реконструкции напорных трубопроводов).
Способ U-Liner (компания REHAU, Германия)
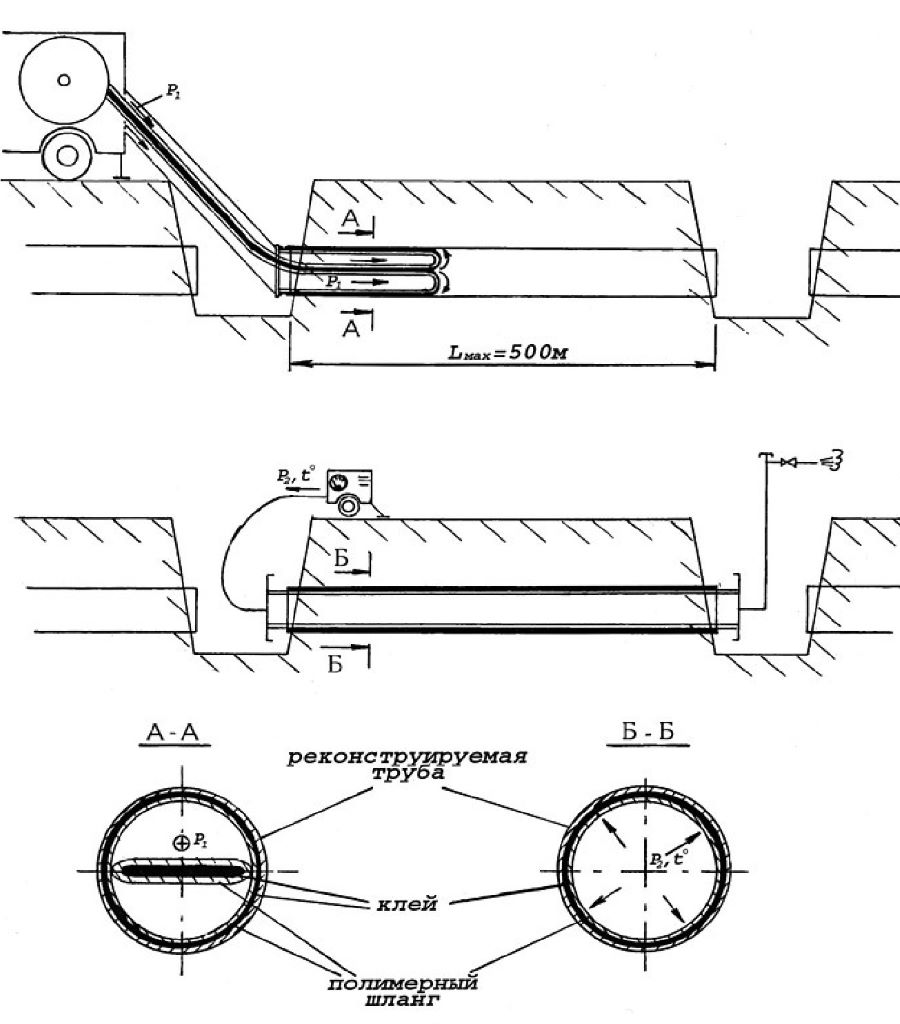
Трубу U-Liner экструдируют из полиэтилена наименования ПЭ 100, термомеханическим путем при дают ее сечению форму буквы U, а затем наматывают на барабан для транспортировки. Протягивают в старой трубе с помощью лебедки. После протяжки в восстанавливаемый участок трубопровода труба обрезается и с обеих сторон закрывается специальными заглушками. Затем в трубопровод подают под давлением паровоздушную смесь, в результате чего полиэтиленовая труба расширяется в диаметре и расправляется до своего первоначального сечения круглой формы, плотно прилегая к стенкам старого трубопровода (рис. 5). Ме ста для отводов прорезаются изнутри при помощи автоматической системы с дистанционным управлением (для канализации).
Рис. 5. Принцип способа U-Liner
За одну операцию может быть санирован участок трубы длиной до 600 м.
При реконструкции системы канализации устройства котлованов не требуется, так как можно использовать существующие колодцы.
В силу схожести технологий способ U-Liner имеет те же преимущества и недостатки, что и метод Compact Pipe.
Полиэтиленовые трубы, профилированные в холодном состоянии
Существуют и другие способы реконструкции трубопроводов, заключающиеся в протяжке через старый трубопровод профилированных труб, деформация сечения которых происходит не в горячем, а в холодном состоянии.
Основные преимущества группы технологий протяжки полиэтиленовых труб, профилированных холодным способом:
- минимальное уменьшение диаметра трубопровода (по сравнению с релайнингом);
- состояние старого трубопровода не оказывает решающего влияния на результаты реконструкции;
- не требуется сохранение системы ЭХЗ на реконструированном участке стального трубопровода.
Основные недостатки данной группы технологий:
- необходимость специального дорогостоящего оборудования и материалов, высококвалифицированного персонала;
- необходимость тщательного обследования и очистки старого трубопровода;
- ограничения по диаметру и толщине стенки протягиваемой полиэтиленовой трубы;
- ограничения по величине давления в реконструированном трубопроводе;
- ограничения по величине изгиба реконструируемого трубопровода;
- сложность поиска мест утечек транспортируемой среды;
- необходимость в специальных технических приемах и оборудовании при подсоединении новых отводов.
Метод Subline (компания Subterra, Великобритания)
При использовании технологии Subline тонкостенную полиэтиленовую трубу (длинномерную или сваренную в плеть) перед монтажом сворачивают, придавая ее сечению С-образную форму и скрепляя при этом трубу стягивающими лентами для сохранения ее в профилированном состоянии (рис. 6). После монтажа и фиксации торцевых заглушек трубу «раскрывают» подачей воздуха или воды под давлением 0,2–0,3 МПа.
Рис. 6. Профилирование трубы по методу Subline
Характеристики разных методов протяжки профилированных полиэтиленовых труб
Недостатки использования метода Subline:
- ограниченная область применения;
- использование тонкостенной полиэтиленовой трубы (SDR26 и выше);
- на открытых участках восстановленный трубопровод нуждается в защите от грунтовой нагрузки.
Метод Subcoil (компания Subterra)
Технология практически аналогична предыдущей, однако при дание трубе С-образной формы осуществляется на заводе: после профилирования труба фиксируется пленкой и поставляется на объект в барабанах. Необходимость намотки трубы на барабан ограничивает ее максимальный диаметр значением 300 мм.
Метод Swagelining (компания Advantica, Великобритания)
Суть данной технологии реконструкции трубопроводов заключается в том, что круглую в сечении полиэтиленовую трубу во время протяжки сжимают, пропуская через укрепленное непосредственно на торце старого трубопровода обжимное устройство (заужающую фильеру) и уменьшая ее диаметр на 8–12 % с таким расчетом, чтобы он стал меньше внутреннего диаметра санируемой стальной трубы. Величина зазора между стенками старой и новой труб остается не более 10 мм. Обжимаемую таким образом трубу ступенчато протягивают в предварительно очищенную реконструируемую трубу при помощи гидравлической лебедки, оснащенной металлической штангой. При этом контролируется усилие протяжки (например, для полиэтиленовой трубы диаметром 1000 мм оно составляет 140 тс).
После монтажа труба практически полностью восстанавливает свой прежний диаметр, как правило, плотно прижимаясь к стенкам санируемого трубопровода. Полное восстановление предварительно обжатой трубы внутри реконструируемой происходит в течение четырех часов.
Следует отметить, что при использовании некондиционных труб и при недоброкачественно выполненной сварке встык в протягиваемой плети могут образовываться разрывы. После монтажа трубопровода еще в течение нескольких лет в трубе сохраняются достаточно большие остаточные напряжения.
Метод Rolldown (компания Subterra)
Этот способ заключается в протяжке в изношенных трубопроводах полиэтиленовых труб, также уменьшенных в диаметре по отношению к его первоначальному значению, но не в процессе протяжки, а предварительно. Допускаемый изгиб восстанавливаемого трубопровода— до 11°.
Перед протяжкой трубу (от SDR11 до SDR26), не нагревая, обжимают роликами на специальной установке непосредственно на объекте или на базе строительной организации. Диаметр трубы может быть уменьшен на 10–15 % от исходного, при этом изменение диаметра происходит не за счет удлинения трубы, а благодаря уплотнению материала и некоторому увеличению толщины стенки (рис. 7). При этом полиэтиленовые трубы могут оставаться в сжатом состоянии довольно долго, облегчая тем самым процесс монтажа.
Рис. 7. Профилирование трубы по методу Rolldown
|
Метод (компания разработчик) |
Диаметр реконструируемого трубопровода, мм |
Максимально допустимое давление, МПа |
Материал протягиваемой трубы |
Взаимодействие между трубопроводами |
Способ монтажа |
Области применения |
|
Трубы, профилированные в горячем состоянии |
|
|||||
|
Compact Pipe (Wavin, Нидерланды) |
100–500 |
1,0 |
ПЭ 80, ПЭ 100 |
Независимое |
Через существующие колодцы |
Напорные и безнапорные трубопроводы, газопроводы среднего и низкого давления |
|
Compact SlimLiner (Wavin, Нидерланды) |
75–300 |
1,0, в зависимости от состояния старого трубопровода |
ПЭ 80, ПЭ 100 |
Связанное |
Через существующие колодцы |
Напорные трубопроводы |
|
U-Liner (REHAU, Германия) |
100–400 |
1,0 |
ПЭ 100 |
Независимое |
Требуются траншеи на входе и выходе из трубопровода |
Безнапорные трубопроводы, напорные трубопроводы питьевого и технического водоснабжения и водоотведения, газопроводы низкого, среднего и высокого давления |
|
Трубы, профилированные в холодном состоянии |
||||||
|
Subline (Subterra, Великобритания) |
75–1600 |
1,6, в зависимости от состояния старого трубопровода |
ПЭ 100 |
Независимое |
Требуются котлованы на входе и выходе из трубопровода |
Напорные трубопроводы питьевого и технического водоснабжения и водоотведения; безнапорные трубопроводы — ограниченно |
|
Swagelining (Advantica, Великобритания) |
75–1400 |
1,0; 1,6 |
ПЭ 100 |
Независимое |
Требуются котлованы на входе и выходе из трубопровода |
Напорные и безнапорные трубопроводы, газопроводы низкого и среднего давления (для газопроводов высокого давления — в зависимости от состояния старого трубопровода) |
|
Rolldown (Subterra, Великобритания) |
100–500 |
1,0; 1,6 |
ПЭ 80, ПЭ 100 |
Независимое |
Требуются котлованы на входе и выходе из трубопровода |
Напорные и безнапорные трубопроводы, газопроводы низкого и среднего давления (для газопроводов высокого давления — в зависимости от состояния старого трубопровода) |
Обжатые трубы могут поставляться на объект отрезками (и не посредственно на месте свариваться встык в плети) или транс портироваться уже сваренными в плеть. При подаче рабочего давления в трубопровод трубы постепенно приобретают прежний диаметр, плотно прижимаясь к внутренней стенке старого трубопровода, который становится каркасом для новой трубы. Для быстрого восстановления диаметра трубы в нее под давлением подается холодная вода, в результате чего примерно в течение суток труба восстанавливает прежнюю форму. Естественным путем этот процесс может происходить довольно долго (до одного года).
Главным недостатком технологии Rolldown является высокая цена оборудования.
Существуют также варианты технологий Rolldown и Swagelining, при которых полиэтиленовые трубы с наружным диаметром большим, чем внутренний диаметр старой трубы, предварительно обжимаются специальным калибровочным устройством термическим или термомеханическим способами до диаметра меньшего, чем восстанавливаемый трубопровод. После ввода полиэтиленовая труба остывает, принимает перво начальную форму и плотно прилегает к внутренним стенкам старой трубы.
Протяжка коротких отрезков труб (модульных труб)
Для замены труб способом «из колодца в колодец» с «развальцовкой» старого трубопровода диаметром 150–1200 мм могут использоваться короткие секции (модули длиной до двух метров) полиэтиленовых и поливинилхлоридных труб, которые собираются непосредственно в колодцах. Такие трубы выпускают фирмы Egeplast (Турция), Wavin и другие.
Данный способ отражен в стандарте «Санация наружных систем водоотведения» Немецкой ассоциации предприятий по водоснабжению, водоотведению и утилизации отходов (DWA) DWA-M 143, часть 15. Этим методом можно без ущерба для окружающей среды реконструировать старые безнапорные трубопроводы (канализацию, водоводы), выполненные из различных материалов.
Суть технологии заключается в том, что короткие секции (модули) труб одна за другой последовательно затягиваются в реконструируемый трубопровод. Диаметр трубопровода при этом уменьшается, но снижается также и шероховатость внутренней стенки новых труб.
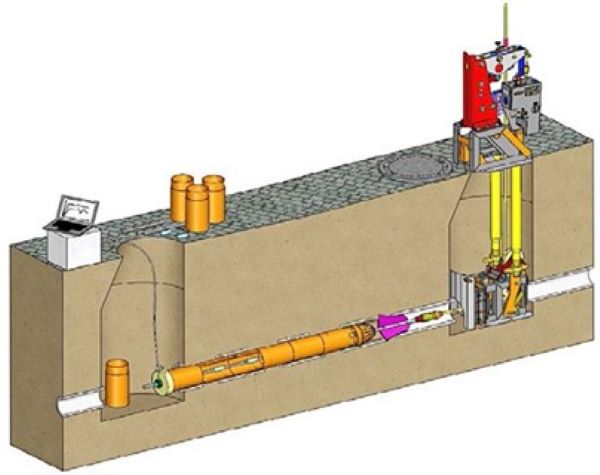
Для протяжки используются: тросовая лебедка, калибровочная головка (рис. 8), направляющие штанги (рис. 9), упорная пластина, система измерения тягового усилия и компьютер, отображающий информацию о состоянии всей системы в процессе работ.
Рис. 8. Калибровочная головка

Рис. 9. Направляющие штанги


При использовании модулей из высококачественной толстостенной полиэтиленовой трубы допускается восстановление старого трубопровода с разрушением (рис. 11).
Рис. 11. Реконструкция старого трубопровода из колодца в колодец с использованием модульных труб
- высокая стоимость, так как предполагает использование только высококачественных, а значит недешевых труб;
- трудоемкость;
- ограниченность применения;
- уменьшение проходного сечения трубопровода
Бестраншейные технологии без применения труб
Кроме рассмотренных выше технологий существуют также способы реконструкции изношенных трубопроводов, использующие не поли этиленовые трубы, а другие виды покрытий: стеклоткани с эпоксидно-смоляными пропитками, тканые шланги из полиэфирных, нейлоновых, капроновых волокон, полимерно-цементно-песчаные напыления, рукава из нержавеющей стали и другие.
Способы бестраншейной реконструкции с использованием специальных рукавов
Санация по технологии Phoenix (компания Preussag Wasser und Rohrtechnik GmbH, Германия)
Для восстановления работоспособности изношенных трубопроводов диаметром от 100 до 1000 мм без уменьшения проходного сечения предложен метод облицовки всей площади внутренней поверхности труб по технологии Phoenix («Феникс») бесшовным, со тканным вкруговую, высокопрочным гибким рукавом (компаундным шлангом).
Этот способ эффективен при следующих видах повреждений трубопровода:
- трещины (продольные, попе речные, винтообразные);
- абразивный износ;
- свищи (при отсутствии инфильтрации влаги в трубу).
При других видах повреждений (раскрытых стыках, смещении труб в стыках) необходима предварительная подготовка, обеспечивающая соосность труб в местах дефектов.
«Феникс» применяется для санации напорных и безнапорных трубопроводов технической и питьевой воды, канализации, распределительных газопроводов низкого, среднего и высокого давления.
Стенки шланга состоят из сотканных нитей полиэфира и нейлона. Полиэфирные волокна предотвращают растяжение в продольном направлении, а нейлоновые дают возможность радиального растяжения. В результате шланг хорошо прилегает к неровностям трубы. В зависимости от области применения на поверхность шланга заранее наносится экструзией соответствующий полимерный слой. Толщина стенки шланга (лайнера) рассчитывается исходя из действующих на него снаружи нагрузок для обеспечения механической прочности и герметичности восстанавливаемого трубопровода. Она может составлять 2 мм (для водопровода под давлением до 3 МПа) или 3–10 мм и более при необходимости противодействия значительным внешним нагрузкам, а также для достижения необходимой устойчивости и прочности, сравнимой с аналогичными показателями для нового стального или чугунного трубопровода.
Разработаны и применяются следующие виды шлангов:
- для восстановления газопроводов низкого и среднего давления с пропиткой термопластичным полиэфиром;
- для восстановления газопроводов высокого давления;
- для водопроводов с пропиткой полиэтиленом;
- для восстановления самотечных трубопроводов (трубопроводы сточных вод, смешанная и ливневая канализация), отличающиеся от напорных шлангов толщиной стенки и материалом;
- комбинированные системы, состоящие из тканых и нетканых шлангов, которые применяются для восстановления изношенных напорных водопроводов или канализации.
Состав специального клея (полимера), которым пропитывается шланг, различается в зависимости от назначения. Для санирования напорных трубопроводов применяется двухкомпонентная эпоксидная система. Шланг для санирования самотечных трубопроводов может укомплектовываться как эпоксидными, так и полиэфирными смолами.
В случае использования напорного шланга в зависимости от его диаметра в клей добавляется за ранее рассчитанное количество эпоксидных компонентов для достижения прочного и долговечного склеивания чулка с санируемой трубой. При этом соотношение эпоксидной смолы и отвердителя обычно составляет 1:1. В случае применения шланга для самотечных трубопроводов соответствующий полимерный клей служит для пропитки заранее определенной толщины нетканого материала.
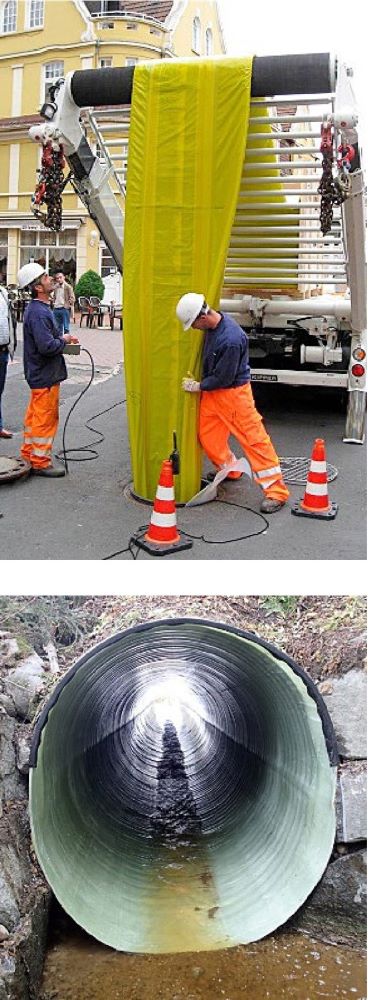
Способ санации «Феникс» (рис.12) включает следующие технологические операции:
- тщательная очистка внутренней поверхности реконструируемого участка трубопровода;
- втягивание внутрь реверсивной машины шланга, точно подо бранного по диаметру и длине участка санируемой трубы и заполненного клеем;
- наматывание шланга на барабан реверсивной машины;
- закрепление свободного конца шланга на выходном фланце (головке) реверсивной машины;
- выворачивание шланга на реверсивной головке при помощи создаваемого внутри реверсивной машины давления сжатого воздуха;
- вдавливание выворачиваемого шланга сжатым воздухом в санируемую трубу;
- расширение шланга сжатым воздухом таким образом, чтобы он плотно прилегал к предварительно очищенной стенке трубы;
- подача нагретого пара внутрь шланга;
- отвердевание (полимеризация) клея.
Рис. 12. Принцип санации по технологии «Феникс»
Воздушный поток обеспечивает продвижение шланга по длине трубопровода, а термообработка приводит к быстрому твердению клея. Для того чтобы после отвердевания шланг не отклеился от стенки трубы, предусмотрен этап охлаждения воздухом, который длится до полной полимеризации клея. Продолжительность этапа затвердевания клеевого состава следует принимать не менее пяти часов при температуре пара 105°C, а длительность этапа охлаждения — не более шести часов при 50 C.
В течение всего процесса производства работ с помощью специализированного автоматического оборудования ведется регистрация давления и температуры по даваемых в систему воздуха и пара. По распечаткам сопутствующих протоколов можно проконтролировать соответствие параметров санирования требованиям технологических карт. Качество очистки и выполненного санирования проверяется видеокамерой.
В результате проведенного санирования формируется длинная, без складок и пузырей, прочная на излом и устойчивая к старению новая внутренняя оболочка старого трубопровода. При большинстве видов внешнего механического воздействия на реконструированную трубу шланг сохранит свою целостность.
В состав оборудования для про ведения санации трубопроводов по технологии «Феникс» входят:
- передвижная электростанция;
- установка «Феникс», включающая реверсивную машину и парогенератор с установкой для выработки и подачи паровоздушной смеси;
- устройства для механической прочистки;
- установка для гидравлической очистки внутренней поверхности трубопровода;
- передвижная мастерская с пескоструйной установкой для очистки внутренней поверхности трубопровода;
- пылепоглотитель для удаления загрязнений путем создания вакуумного разряжения;
- компрессор;
- барабан (бобина) с шлангом;
- телевизионное оборудование для контроля качества прочистки трубопровода и проведенных восстановительных работ.
Все необходимое оборудование устанавливается и перевозится на специальном автомобиле. Барабан может транспортироваться к месту ремонта индивидуально.
Характеристики метода:
- диаметр санируемых трубопроводов: 100–915 мм (напорные), 150–800 мм (безнапорные), 150 1000 мм (стальные и чугунные);
- температура наружного воздуха для проведения работ: не ниже 0 °C;
- длина участка, восстанавливаемого за одну операцию: до 500 м, в зависимости от диаметра трубопровода (при Ду 150 мм — 500 м, при Ду 300 мм — 300 м, при Ду 900 мм — 100 м);
- скорость подачи шланга в трубопровод: 2,5 м/мин;
- глубина заложения трубопровода: не ограничена, не зависит от типа грунта;
- величина углов поворота трубопровода: до 60° с радиусом изгиба до 5 Ду; для Ду 150 мм угол поворота ≤15°; для Ду 300–900 мм угол поворота ≤45°;
- максимально допустимое давление: для водопроводов — до 1,6 МПа, для газопроводов — до 1,2 МПа;
- материал шланга (чулка): полиэфир и нейлон, пропитанные полимерным клеем;
- взаимодействие между трубопроводами: зависимое;
- особенности монтажа: требуются котлованы на входе и выходе из трубопровода;
- материал восстанавливаемой трубы: чугун, сталь, асбестоцемент, бетон.
Внутренняя поверхность трубопровода перед санацией должна быть очищена до металлического блеска в соответствии с ГОСТ 9.402–80 «Изоляция подземных трубопроводов». Этого добиваются многократным протаскиванием скребкового снаряда с металлическими гребенчатыми и радиальными скребками (от 30 до 100 раз), специального манжетного снаряда для сбора отложений и поролонового поршня для удаления остатков отложений, а также использованием гидравлической очистки.
Предварительная очистка ре конструируемого газопровода производится также с помощью нанесения древесных опилок, смоченных в бензине для лучшего размягчения конденсатных отложений на стенках трубы, и последующего протаскивания ершей. Окончательной очисткой является пескоструйная, с последующим вакуумным удалением песка из полости трубы. Таким образом внутренняя поверхность трубы очищается до первоначального состояния, что обеспечивает лучшую адгезию нового покрытия.
По окончании предварительной очистки для безнапорных трубопроводов применяется промывка водой под высоким давлением для освобождения от остаточных отложений. В ряде случаев необходимо применение более сложного вакуумно-гидравлического фрезерования трубопроводов с помощью специальной установки, представляющей собой вращающийся проходчик со сменными ротационными фрезерными головками для труб с различным условным внутренним диаметром. Профиль прочищаемого участка должен иметь постоянный уклон, обеспечивающий сток воды из трубопровода.
Перед вводом шланга необходимо в течение не менее четырех часов производить продувку очищенного трубопровода воздухом (с помощью компрессора) для обеспечения сухости внутренней поверхности трубы.
К восстановленному после про ведения санации трубопроводу предъявляют следующие требования:
- герметичность;
- плотное прилегание рукава (без складок и пузырей) к внутренней поверхности санированного трубопровода;
- несущая способность, отвечающая расчетным данным;
- соответствие длины и толщины стенки пластикового рукава заданным значениям.
Нанесенное полимерное покрытие должно быть сплошным без видимых дефектов. В случае обнаружения любых видимых дефектов (разрывов, складок, вздутий) рукав извлекается из трубы и процесс санации повторяется.
Достоинства данного способа санации:
- минимизация земляных работ;
- быстрота восстановления эксплуатационных свойств трубопровода;
- минимальное уменьшение диаметра трубопровода (по сравнению с релайнингом).
Недостатки метода:
- требуются дорогостоящее специальное оборудование (включая парогенератор) и материалы, высококвалифицированный персонал;
- необходима длительная, тщательная и дорогостоящая подготовка и очистка восстанавливаемого трубопровода;
- клеевые составы (пропитка для шланга) могут приготавливаться только непосредственно перед применением;
- для отверждения клея необходимы большие затраты энергии;
- ограничение температурной области эксплуатации до 100 °C;
- размеры отверстий (дефектов) в старой трубе не должны превышать 30 мм, иначе при больших дефектах шланг может отслоиться или прорваться;
- имеются ограничения по вели чине изгибов трубопровода;
- имеются ограничения по длине реконструируемых участков трубопровода;
- имеются ограничения по давлению и диаметру реконструируемых трубопроводов;
- необходимость сохранения системы ЭХЗ;
- проблематичность присоединения новых отводов.
Типичные неисправности при использовании технологии «Феникс»:
- шланг не приклеился к стенке трубы (причина: некачественная предварительная очистка санируемой трубы);
- шланг не прилегает к стенке трубы или образует складки (причина: не проведена калибровка трубы, диаметр трубы не учитывался при расчете размеров шланга и количества клея);
- отслаивание шланга, несмотря на тщательную очистку трубы и правильный расчет его размеров и необходимого количества клея (причина: несоблюдение времени отвердевания, несоблюдение методики приемочных испытаний);
- частичное разрушение шланга острыми выступами на внутренней поверхности трубы (причина: некачественная обработка результатов видеоконтроля).
Другими причинами дефектов могут быть:
- неправильно рассчитанное количество клея, недостаточная пропитка шланга;
- недостаточное охлаждение шланга;
- использование клея при отрицательных температурах;
- некачественный шланг.
Санация по технологии Primus Line (компания Radlinger primus line, Германия)
Технология Primus Line («Примус Лайн»), так же, как и «Феникс», нашла широкое практическое применение при санации изношенных трубопроводов различного назначения. Данный способ позволяет реконструировать трубопроводы диаметром от 150 до 500 мм при максимальной длине санируемого за один проход участка 2000 м. В зависимости от типа трубопровода рукав выдерживает рабочее давление до 6,2 МПа. Допустимая постоянная рабочая температура санированного трубопровода — до 50 °C. Срок службы протянутого рукава — не менее 50 лет. При соблюдении определенных условий с помощью технологии «Примус Лайн» можно санировать трубопроводы и в холодное время года.
В технологии используется одно-, двух- или трехслойный рукав с силовым несущим слоем из бесшовной арамидной ткани (кевлара). Кевлар изнутри покрыт слоем термопласта, вид которого зависит от транспортируемой среды, а снаружи — слоем специального полиэтилена повышенной износостойкости (рис. 13). Рукав не приклеивается к внутренней поверхности изношенного трубопровода, а просто протягивается в нем.
Рис. 13. Несущий рукав «Примус Лайн»

При подготовке старой трубы к санированию производят обязательное ее обследование при помощи видеокамеры. Инспекционный робот может быть оснащен также специальным инструментом для шлифования острых кромок на переходах труб или на сварочных швах. После этого трубу прочищают скребками, вращающимися щетками, фрезами и т. д.
В подготовленную таким образом трубу с помощью лебедки протягивается полимерный рукав «Примус Лайн». У стартового котлована устанавливается барабан с рукавом, а у финишного — лебедка. После монтажа направляющих роликов на торце старой трубы рукав втягивается в нее (рис. 14). При этом возможна санация изгибов трубы величиной до 30°.
Рис. 14. Протяжка рукава «Примус Лайн»

По завершении протяжки на напорном трубопроводе закрепляются специальные соедини тельные фитинги-коннекторы, представляющие собой отрезки стальной изолированной трубы специальной конструкции (рис. 15).
Рис. 15. Фитинг-коннектор для соединения рукавов «Примус Лайн»

С их помощью концы рукава «Примус Лайн» присоединяются к существующим трубам. Коннектор может быть оснащен фланцем или привариваемым отрезком (катушкой). Коннектор для сетей высокого давления состоит из формованной внутренней втулки и наружной гильзы. Наружная гильза имеет на внутренней стороне деформируемую стальную оболочку.
Смола, впрессовываемая насосом через вентиль внешней гильзы, проталкивает стальную оболочку вместе с оболочкой «Примус Лайн» в контуры внутренней втулки. Таким образом после затвердевания смолы образуется прочное герметичное соединение.
Участки санированного трубопровода соединяются между собой и присоединяются к действующему трубопроводу с помощью указанных коннекторов (катушек, поворотов, тройников и т. п.).
Для санации трубопроводов питьевого водоснабжения низкого давления с Ду 150–300 мм разработана упрощенная система соединения. Коннекторы этой системы представляют собой конструкцию с двусторонним DIN-фланцем и эпоксидным покрытием, в которых не используется профильная втулка и герметизирующая смола. Коннекторы низкого давления готовы к эксплуатации сразу после монтажа, могут демонтироваться и использоваться несколько раз.
Для присоединения ответвлений к реконструированному рукавом трубопроводу используют специальные фитинги и приспособления, позволяющие осуществлять работы без снижения давления.
После испытаний на прочность и герметичность (опрессовки) и приемки реконструированный трубопровод сдается в эксплуатацию.
Достоинства технологии «Примус Лайн» те же, что у технологии «Феникс», однако «Примус Лайн» обладает дополнительными пре имуществами:
- допускаются погрешности предварительной очистки внутренней поверхности старой трубы, так как рукав «Примус Лайн» не приклеивается к трубе, а его наружный слой выполняет защитные функции;
- рукава «Примус Лайн» могут применяться самостоятельно в качестве байпасов или аварийных шлангов;
- производится поставка рукавов большой длины на барабанах;
- несложность технологии;
- высокая скорость проведения работ
Санация по технологии Insituform (компания Peraarsle, Дания)
Данный метод реконструкции заключается в установке в существующий трубопровод мягкого кислотоупорного полиэфирнофетрового многослойного рукава, предварительно пропитанного полиэстеровой эпоксидной или винилэстеровой смолой (рис. 16).
Рис. 16. Принцип технологии санации способом Insituform

Старый трубопровод очищают с помощью промывочных машин с расходом воды 800 л/мин и рабочим давлением 13 МПа. Далее для контроля качества прочистки и определения точного диаметра трубопровода проводится телеобследование.
Затем в очищенную трубу протягивается шланг полимерным слоем наружу, а фетровым — внутрь, после чего в него подается второй шланг с принудительной инверсией слоев: пропитанный фетровый становится наружным, а полимерный — внутренним. Для этого второй шланг закрепляется на верхней горловине инверсионной вышки и под весом наполняемой его воды выворачивается в трубу вышки, а затем в старый трубопровод, достигая через некоторое время конечного колодца. После этого воду, заполняющую второй (внутренний) шланг, нагревают при помощи бойлера, и в течение 6–24 ч поддерживают температуру воды около 95 °C. По окончании нагревания вода постепенно охлаждается и через некоторое время откачивается. В результате смола, пропитавшая шланг, полимеризуется, и он твердеет, приобретая необходимую прочность. Концы рукава обрезают и проводят телеобследование. После этого трубопровод готов к вводу в эксплуатацию.
Выворачивание и полимеризацию второго шланга можно про изводить по технологии «Феникс», то есть с помощью инверсионной машины и парогенератора, но этот способ гораздо более затратный и поэтому применяется нечасто.
Боковые отводы подключают после прорезания отверстия в нужном месте отвердевшего рукава с помощью дистанционно управляемого робота-трубореза и введения специального отводящего рукава, герметично соединенного с основным.
Характеристики технологии Insituform:
- диаметр санируемых труб: 60–3000 мм;
- толщина стенки рукава: 3–24 мм;
- протяженность реконструируемого за одну операцию участка: до 1000 м;
- максимальный угол поворота рукава: до 90°;
- состояние старой трубы: не должна иметь сплошных разрывов;
- области применения: безнапорные и напорные трубопроводы различного назначения
Технология Inpipe (компания Inpipe, Швеция)
Способ Inpipe представляет собой технологию единовременной про тяжки в восстанавливаемом трубопроводе диаметром 200–800 мм полимерного бесшовного рукава с толщиной стенки 3,5–10 мм, пропитанного клеевым отверждаемым составом и сложенного в сечении (рис. 17). Рукав, стойкий к механическим и термическим нагрузкам, вводится в старый трубопровод через стартовый колодец и с по мощью лебедки и троса протягивается в сторону финишного колодца. Затем в рукав подается под давлением воздух, в результате чего рукав расправляется и плотно прилегает к внутренним стенкам трубы. Однако его отверждение производится не под действием горячего пара или воды, а вследствие ультрафиолетового облучения с помощью специального излучателя, протягиваемого внутри рукава.
Рис. 17. Фрагменты технологии Inpipe

Санация по способу Группы компаний «СОТ» (Россия)
Суть метода санации «СОТ» состоит во введении внутрь старой трубы через колодцы отверждающегося армированного многослойного полимерно-тканевого шланга (рукава), принимающего на себя выполнение всех функций, утерянных санируемой трубой. Новое покрытие прочно, износоустойчиво, герметично, хорошо сопротивляется перепадам температур.
Порядок проведения работ:
- изготовление многослойного рукава с требуемыми характеристиками, очистка санируемого трубопровода;
- размещение технологического оборудования;
- ввод и отверждение рукава. Для очистки трубопроводов используется гидрокавитационный снаряд, движущийся со скоростью до 1,5 км/ч.
Многослойный рукав, пропитанный полимерной композицией, вводят в трубопровод силой гидростатического столба и силой гидравлических микроударов, создаваемых генератором гидро-импульсов.
Боковые ответвления, повороты на 90° и сужения до 20 % не являются препятствием для движения рукава. После размещения рукава в трубе, внутрь подают воду и про изводят ее нагрев до 90 °C в течение нескольких часов. Все этапы процесса контролируются мобильным роботом-наблюдателем с передачей видеоинформации на пункт управления.
Без учета подготовительных работ санация одного участка трубы любого диаметра длиной до 250 м занимает 8–12 часов. Таким способом возможно санирование трубопроводов различного техно логического назначения: водопроводов, канализации, газо- и нефтепроводов, систем горячего водоснабжения, вентиляции и других.
Прогнозируемый гарантийный срок службы таких покрытий — до 50 лет.
Санация с помощью комплексного полимерного рукава
Данная отечественная технология восстановления внутренней поверхности изношенных самотечных и напорных трубопроводов применяется на объектах системы коммунальной канализации Москвы с 1997 года.
Способ используется для нанесения сплошного защитного покрытия на внутреннюю поверхность трубопроводов из различных материалов при любой глубине заложения труб (в грунте или непроходных каналах) и не зависит от типа грунтов, окружающих трубопровод. Он эффективен при наличии в старой трубе трещин, абразивного износа, свищей и предполагает пропускание внутрь санируемого трубопровода через смотровые колодцы рукава из армирующего материала (стеклоткани, синтетического войлока), пропитанного термореактивным связующим, в состав которого входят полиэфирная смола, инициаторы и отвердители.
Продвижение и выворачивание (при необходимости) комбинированного рукава в трубопроводе можно осуществлять при помощи гибкого элемента (троса), давлением жидкой или газовой среды, а также совместным использованием обоих способов. Затем во внутреннюю герметичную оболочку рукава под давлением подается теплоноситель (пар, горячая вода), который расправляет рукав, прижимает его к внутренней поверхности трубопровода и полимеризует связующее, образуя новую композитную трубу. Так можно восстанавливать трубы круглого, овального и специальных профилей.
Для определения качества защитного покрытия после завершения всех работ должен производиться осмотр внутренней поверхности отремонтированного участка телеустановкой. В большинстве случаев только с помощью современной видеотехники можно определить состояние нанесенного защитного покрытия. В случае видимых дефектов (разрыв рукава, вздутие и отслоение защитной пленки, наличие сборок и т. д.) защитное покрытие извлекают из трубы и повторяют процесс санации. По результатам видеоосмотра могут быть назначены гидравлические испытания на герметичность.
Комплексные пластиковые рукава должны отвечать требованиям эксплуатации водоотводящих трубопроводов, а именно иметь: водо- и химическую стойкость, долговечность, физико-механическую устойчивость, гладкость внутренней поверхности, обеспечивающую высокую пропускную способность трубопроводов.
Характеристики данного метода:
- диаметр санируемого трубопровода: 150–1400 мм;
- толщина стенки рукава: 5–30 мм;
- типы комплексных рукавов: ◦ трехкомпонентный — из пленочного (защитного), армирующего (из синтетического войлока) и раздувочного (из полимерной пленки) слоев (для труб диаметром 150–200 мм); ◦ четырехкомпонентный — из пленочного (защитного), комбинированного стеклоармирующего полотна, армирующего (из синтетического войлока) и раздувочного (из полимерной пленки) слоев (для труб диаметром 300–450 мм); ◦ для труб большего диаметра могут применяться комплексные рукава других конструкций.
Восстановление трубопроводов рукавом из нержавеющей стали (РНС) (НПП «Маяк-93», Россия)
РНС — это плоско сложенный рукав, состоящий из слоя нержавеющей стали толщиной 0,2 мм и слоя термоклея. Один метр РНС диаметром 150 мм весит порядка 1 кг.
В соответствии с технологией РНС старую трубу очищают изнутри, после чего с помощью специального устройства наносят подслой — термоплавкий клей. С помощью лебедки рукав протаскивают внутрь старой трубы (в случае ремонта водопровода — через колодцы) и раздувают сжатым воздухом при давлении 0,2 МПа. Приклеивание осуществляют движущимся со скоростью 0,5–1,0 м/мин расширяющимся дорном с газовой горелкой при температуре на поверхности около 180°C. Концы рукава приваривают с помощью переходных колец к старой трубе.
Этот способ обеспечивает значительное усиление восстанавливаемого трубопровода, надежное перекрытие дефектов, возможность приклеивания к влажной трубе, поскольку вода при высокотемпературной обработке быстро удаляется из зоны склеивания. Ремонт можно вести практически при любой температуре окружающего воздуха. Стоимость ремонта не превышает 30 % от стоимости укладки нового стандартного трубопровода.
Долговечность трубопровода, восстановленного РНС, значительно превышает долговечность нового трубопровода из черной стали, и, соответственно, отпадает необходимость в последующих ремонтах.
Недостаток технологии РНС: ограниченная эластичность, кото рая может привести к образованию складок в изгибах реконструируемых трубопроводов.
Способы санации несплошными покрытиями
Способ СибНИИГиМ
Технология, разработанная СибНИИГиМ, представляет собой санирование трубопроводов армирующей капроновой тканью, пропитанной эпоксидным составом, с применением оборудования отечественного производства. При этом стоимость восстановительных работ по срав нению с методом «Феникс» в три раза ниже. С помощью данной технологии можно восстанавливать трубопроводы холодного водоснабжения и систем водоотведения диаметром от 50 до 1000 мм. Параметры тканевого покрытия выбирают, исходя из диаметра труб и рабочего давления в трубопроводе, качество покрытий не уступает лучшим зарубежным аналогам.
Ленточные (навивочные) покрытия
Облицовка внутренней поверхности подлежащих восстановлению безнапорных водоотводящих трубопроводов диаметром до 900 мм, обладающих достаточной несущей способностью, может производиться с использованием рулонной навивки бесконечной полимерной профильной ленты шириной 100–300 мм со специальными замкόвыми разъемами по краям. Может применяться также специальная лента, имеющая снаружи Т-образные рифления. Эти рифления увеличивают структурную поверхность и обеспечивают механическое сцепление с цементным раствором, вводимым между создаваемой обделкой и стенкой восстанавливаемого трубопровода. Таким образом на внутренней поверхности трубопроводов создается самонесущая защитная оболочка.
За рубежом наибольшее распространение нашли способы санации ПВХ-лентой Rib Loc, Ex pandaPipe, Panel Loc (Австралия), в соответствии с которыми в колодце устанавливается специальный станок, осуществляющий несколько функций: навивку ПВХ ленты по спирали вдоль внутренней поверхности трубопровода, ее скрепление, нанесение склеиваю щей полимерной смолы (адгезива), проталкивание (или вкручивание) формирующегося каркаса внутрь реконструируемого участка трубопровода, расширение каркаса для его фиксации (рис. 18).
Рис. 18. Формирование трубы спиральной навивкой полимерной ленты Rib Loc

После навивки оставшееся свободное кольцевое пространство между восстанавливаемой и новой трубами заполняется специальным раствором и уплотняется трамбовкой для упрочнения. Профилированную ленту можно применять для трубопроводов с разной формой кругового сечения. Отдельные модификации метода рулонной навивки являются на сегодняшний день единственными, при которых может не прекращаться функционирование трубопровода.
Полимерное покрытие в виде гибких элементов из листового материала с зубчатой скрепляющей структурой
Для восстановления водоотводящих сетей (канализации) большого диаметра (≥1000 мм) применяется полимерная облицовка из элементов с зубчатой скрепляющей структурой, образующих при соединении друг с другом внутреннюю защитную оболочку трубопровода.
Технология нанесения такого защитного полимерного покрытия состоит в протягивании из колодца через дефектный участок трубопровода гибких и высокопрочных полиэтиленовых заготовок, соединяемых внутри трубопровода с помощью экструзионной сварки. Для плотной фиксации облицовки к внутренней поверхности трубопровода в кольцевую полость между стенкой трубы и облицовкой вводится цементирующий материал, а в трубопровод нагнетается вода, которая распрямляет облицовку и прижимает ее к стенкам старой трубы.
Система внутренних гибких сегментов позволяет применять различные типы секций, отличающиеся друг от друга структурой поверхности (однослойная, многослойная и комбинированная с защитными слоями).
Внутренние напыляемые покрытия
Технологии напыляемых покрытий можно условно разделить на цементно-песчаные, полимербетонные и полимерные.
Метод облицовки цементно- песчаными покрытиями
Цементно-песчаные покрытия (ЦПП) уже давно используются для антикоррозионной изоляции внутренней поверхности стальных трубопроводов. В США, например, уже с 1931 года облицовка чугунных и стальных труб цементным раствором является общепринятой практикой.
Чаще всего ЦПП наносится на внутреннюю поверхность подготовленного трубопровода методом центрифугирования. Подготовка трубопровода включает в себя:
- очень тщательную зачистку старой трубы, которая проводится, как правило, водой под сверхвысоким давлением, что необходимо для обеспечения хорошего сцепления ЦПП со старой трубой;
- высушивание трубопровода после очистки.
Центробежное устройство на специальной тележке вместе со шлангом подачи материала и воздушным шлангом при помощи лебедки подтягивается до места нанесения состава (рис. 19).
Рис. 19. Нанесение раствора центробежным устройством

Компоненты облицовочного материала подаются в смеситель принудительного действия. Готовая смесь после перемешивания поступает в приемную емкость подающего насоса, обеспечивающего движение материала. Затем материал под давлением через подающий шланг транспортируется к центробежной головке. Оттуда он выбрасывается на внутреннюю стенку трубы. При этом скорость вращения головки и скорость по дачи тележки согласованы с внутренним диаметром трубы таким образом, чтобы получалась одно родная, ровная поверхность.
В других случаях облицовка выполняется способом разбрызгивания. При этом материал насосом высокого давления направляется от смесителей через подающий шланг к специальному соплу, при продольном перемещении которого внутри трубы (вручную или механическим способом) можно нанести равномерные слои материала с гладкой поверхностью.
Полное время отвердевания покрытия составляет около месяца. Однако уже через сутки оно отвердевает настолько, что трубопровод можно снова заполнить транспортируемой средой и пустить в эксплуатацию.
Основные области применения метода:
- уплотнение и антикоррозионная защита водопроводов (в том числе питьевой воды) и канализационных трубопроводов из стали, чугуна, железобетона, керамики, асбоцемента и многих других материалов;
- уплотнение «горячих» трубопроводов из стали или чугуна (на пример, теплоснабжающие и технологические трубопроводы, паропроводы и другие);
- антикоррозионная защита канализационных и технологических трубопроводов со слабо- или сред неагрессивными средами;
- внутренняя облицовка емкостей, например силосных башен, канализационных отстойников, резервуаров питьевой воды, а также тоннелей для изоляции от напорных и безнапорных подземных вод.
Достоинства метода облицовки ЦПП:
- относительная простота техно логии;
- невысокая стоимость материалов;
- высокая скорость обработки (100 м² и более в день);
- хорошие антикоррозионные свойства покрытия;
- расчетный срок эксплуатации — 50 лет;
- может применяться во влажной среде с температурой до 200°C.
Недостатки технологии:
- цементный раствор во время затвердевания подвергается усадке;
- вероятность отслаивания больших участков покрытия;
- вероятность образования усадочных трещин;
- высокая чувствительность покрытия к силовым воздействиям и перепадам температуры транспортируемой среды;
- уменьшение эффективного диаметра трубопровода на толщину покрытия (обычно 6–8 мм);
- шероховатая поверхность покрытия (на уровне 0,2 мм) увеличивает давление прокачивания и трение среды о стенку, способствует зарастанию и образованию отложений;
- достаточно высокая плотность покрытия создает дополнительную нагрузку на трубопровод, может способствовать его деформации в ослабленных грунтах;
- низкая скорость отверждения приводит к увеличению длительности работ по ремонту трубопровода;
- соли алюминия, входящие в состав цемента, оказывают вредное воздействие на человека, поэтому для реконструкции трубопроводов питьевой воды следует подбирать специальные составы.
При отслаивании покрытия помимо потери антикоррозионной защиты возникает опасность раз рушения встроенного оборудования (клапанов, фильтров, измерительных приборов) из-за увлекаемых транспортной средой частиц разрушенного покрытия.
Стоит заметить, что метод облицовки цементными растворами для санации водопроводов в большинстве стран мира используется все реже. Для преодоления указанных выше недостатков разрабатываются новые виды облицовочных минеральных материалов на основе цемента: с различными добавками-пластификаторами, полимербетоны, а также двухкомпонентные эпоксидные и полиуретановые покрытия. В настоящее время ЦПП постепенно уступают место полимерным материалам, выполняемым в виде тонких полимерных оболочек, рулонных навивок, и другим типам облицовок.
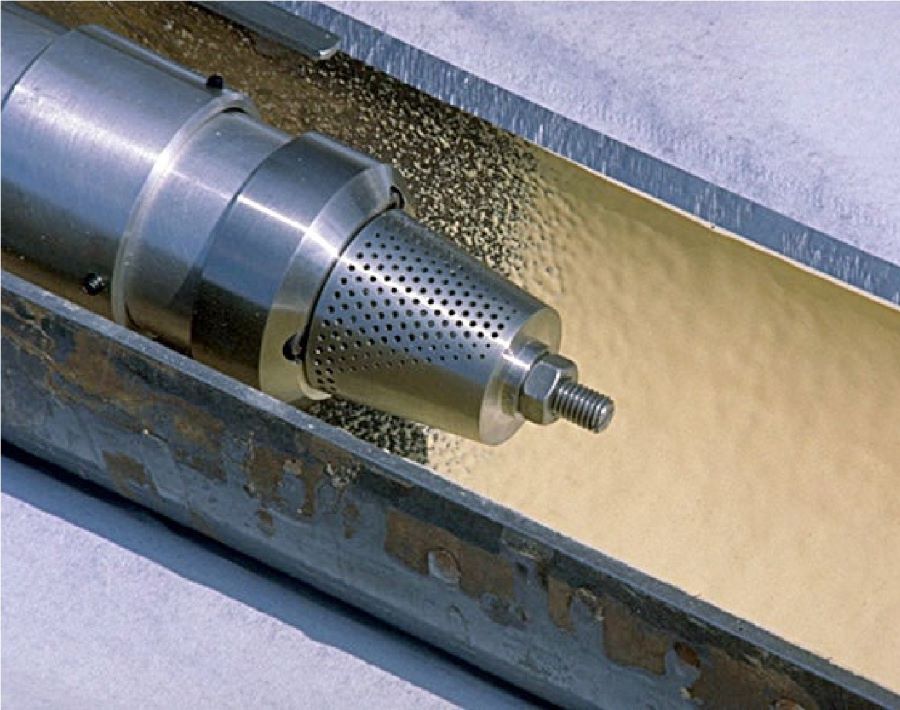
Способ SprayLining
Этот способ заключается в нанесении на внутреннюю поверхность старой трубы эпоксидных смол с добавлением к ним заполнителя или стекловолокна. Технология нанесения защитного покрытия состоит в проходе или протяжке через трубопровод специального вращающегося разбрызгивающего устройства. За один проход толщина защитной облицовки в месте повреждения трубы может достигнуть 0,5–1 мм.
Недостатками напыления эпоксидных покрытий являются:
- невысокая скорость отверждения (покрытие полимеризуется примерно за одни сутки);
- высокая чувствительность покрытия к подготовке поверхности старой трубы.
Необходимо учитывать, что в результате применения данной технологии достаточно часто про исходит отслаивание полимерного покрытия и образование дефектов.
Технология компании PW (Великобритания)
Указанных недостатков лишены быстро полимеризующиеся полиуретановые покрытия, которые не столь требовательны к качеству подготовки поверхности, как эпоксидные. В технологии PW используются покрытия Сороn 169 и Сороn 169 НВ.
Полиуретановое покрытие наносится слоем толщиной 1–3 мм на очищенную и промытую внутреннюю поверхность трубопровода с помощью специальной установки, обеспечивающей на грев и дозированное смешивание базы и активатора. Покрытие напыляется при протягивании жгута шлангов с установленным на конце статическим смесителем и вращающейся со скоростью около 10 000 об/мин распылительной головкой (рис. 20).
Рис. 20. Нанесение покрытия PW
Такие головки различаются в зависимости от диаметра восстанавливаемых трубопроводов. Параметры на несения покрытия регулируются: толщина слоя покрытия зависит от скорости движения головки внутри трубы, а также от скорости ее вращения.
Проверка качества покрытия и ввод трубопровода в эксплуатацию возможны уже через 30 минут после окончания полимеризации.
Основные характеристики метода:
- диаметр ремонтируемого трубопровода: ≥100 мм;
- максимальная санируемая за одну операцию длина: около 180 м;
- максимальный радиус изгиба старой трубы: 22,5°;
- время полимеризации нанесенного покрытия: около одной минуты;
- взаимодействие между трубопроводами: как зависимое, так и независимое;
- материал восстанавливаемых труб: чугун, сталь, бетон, асбестоцемент. Достоинства напыляемого покрытия:
- образующаяся поверхность глянцевая, с низкой шероховатостью;
- высокая износостойкость;
- возможность использования в системах питьевого водоснабжения;
- не блокирует ответвления трубопровода.
Способы локального ремонта трубопроводов
Практически те же полимерные материалы, которые применяются при бестраншейной реконструкции перечисленными выше способами, используют для локального ремонта трубопроводов, однако ими покрывают не всю поверхность старой трубы, а лишь поврежденные места или части (дно, свод и т. п.). Локальный ремонт имеет смысл лишь при больших (более 400 мм) диаметрах изношенных трубопроводов. Для выборочного покрытия используется специальное передвижное дистанционно управляемое оборудование.
Подводя итог приведенному обзору технологий, следует отметить, что трубопровод после бестраншейной (без разрушения старой трубы) реконструкции путем получения внутреннего рабочего или защитного полимерного покрытия испытывает те же нагрузки, что и до нее (давление подземных вод, грунтов, нагрузку от транс порта, собственного веса конструкции и изменения температурных условий), однако, в зависимости от исходного состояния трубопровода перед ремонтом, часть нагрузки может восприниматься его внутренним покрытием.
Поскольку при рассмотренных методах реконструкции трубопровода траншея не нарушается и окружающий грунтовый свод воспринимает ту же постоянную нагрузку, что и до санации, то дополнительного прогиба старой трубы не будет. Внутреннее защитное покрытие трубопровода испытывает только давление транспортируемой среды, а давление грунта будет восприниматься лишь при нарушении грунтового свода. При этом старая труба даже при наличии значительных повреждений способна воспринимать грунтовую нагрузку, действующую в текущий момент времени.
При отсутствии пустот под трубой прогиб (отслаивание) защитного покрытия от осадки грунта эффективно ограничивается контактом с жесткими стенками старой трубы. При наличии таких пустот возникает риск осадки грунта. В связи с этим выбор в качестве защитных оболочек материалов с большой жесткостью нецелесообразен, так как более податливая тонкая оболочка лучше адаптируется к прогибам трубы. Другими словами, при восстановлении трубопроводов рекомендуется использовать менее жесткие полимерные трубы или покрытия и по возможности повышать жесткость окружающего грунтового свода.
Таким образом, при установке гибкой оболочки на ремонтном участке трубопровода первостепенное значение должно уделяться не риску прогибов, а исключению кольцевых зазоров между старой трубой и защитным покрытием, что достигается качеством проведения работ. При этом конструкция «труба–защитное покрытие» не будет подвергаться разрушению и будет продолжать воспринимать нагрузку от грунта и транспорта.
Практика применения защитных оболочек показала, что возможны три следующих состояния эксплуатируемой трубопроводной системы с внутренним полимерным покрытием:
- обладание конструктивной прочностью, когда в трубопроводе нет трещин (за исключением волосяных менее 0,1 мм в металлических и неметаллических или менее 0,3 мм в железобетонных трубах) и обеспечена полная не сущая способность; в этом случае реконструкция необходима для восстановления герметичности;
- обладание достаточной не сущей способностью, когда в трубопроводе имеется одна или не сколько продольных трещин и он не обладает самостоятельной несущей способностью, то есть целостность трубопровода обеспечивается совместной работой с окружающим грунтом в системе «труба–грунт»; в этом случае реконструкция необходима для восстановления герметичности и не сущей способности;
- отсутствие достаточной несущей способности, когда в трубопроводе имеется большое количество крупных продольных трещин и система «труба–грунт» больше не обладает несущей способностью; в этом случае реконструкция необходима для восстановления несущей способности и герметичности.
На функционирование внутренней защитной оболочки наибольшее влияние оказывает степень повреждения структуры ремонтного участка трубопровода. В процессе эксплуатации трубопроводных систем, имеющих внутренние защитные покрытия, для каждого из описанных состояний должен производиться проверочный расчет, учитывающий начальные деформации. Под начальными деформациями в упрощенном виде подразумевается возможная деформация (отслаивание оболочки) на сегменте окружности с определенным углом раскрытия, принимаемым по данным инспектирования, или кольцевой зазор между стенкой трубы и защитным покрытием.
Возвращаясь к сущности методов и технологий сплошного покрытия полимерными материалами, в первую очередь отметим, что как при нанесении на санируемые трубопроводы гибких внутренних покрытий (оболочек, мембран, рукавов), так и при введении в них полимерных труб, наряду с обеспечением полной герметичности стенок, достигается их высокая сопротивляемость динамическим нагрузкам.
Список литературы
- ГОСТ Р 58121.2–2018 (ИСО 4437 2:2014). Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы: утв. и введен в действие Приказом Росстандар та от 31.05.2018 г. № 297-ст. — М.: Стандартинформ, 2018.
- ГОСТ 18599–2001. Трубы напорные из полиэтилена. Технические условия: принят Межгосударственным советом по стандартизации, метрологии и сертификации [протокол № 20 от 01.11.2001 г.]. — М.: Стандартинформ, 2008.
- ГОСТ ИСО 161–1–2004. Трубы из термопластов для транспортирования жидких и газообразных сред. Номинальные наружные диаметры и номинальные давления. Метрическая серия: принят Межгосударственным советом по стандартизации, метрологии и сертификации [протокол № 25 от 26.05.2004 г.]. — М.: ИПК Издательство стандартов, 2004.
- ГОСТ Р 52134-2003. Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия: принят и введен в действие постановлением Госстроя России от 25.06.2003 г. № 111. — М.: Госстрой России, 2004 (утратил силу).
- СП 399.1325800.2018. Системы водоснабжения и канализации наружные из полимерных материалов. Правила проектирования и монтажа: утв. Приказом Минстроя России от 30.11.2018 г. № 780/пр и введен в действие с 31.05.2019 г. — М.: Стандартин форм, 2019.
- СП 62.13330.2011*. Свод правил. Газораспределительные системы. Актуализированная редакция СНиП 42–01–2002: утв. Приказом Минрегиона России от 27.12.2010 г. № 780 [ред. от 20.11.2019]. — М., 2014.
- СП 40–102–2000. Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования: одобрен и рекомендован к применению по становлением Госстроя России от 16.08.2000 г. № 80. — М.: Госстрой России, 2000.
- СП 42–103–2003. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов: принят и введен в действие решением Межведомственного координационного совета по вопросам технического совершенствования газораспределительных систем и других инженерных коммуникаций [протокол от 27.11.2003 г. № 33]. — М.: ЗАО «Полимергаз», ФГУП ЦПП, 2004.
- СНиП 12–03–2001. Безопасность труда в строительстве. Часть 1. Общие требования: приняты и введены в действие с 01.09.2001 г. Постановлением Госстроя России от 23.07.2001 г. № 80. — М.: Госстрой России, 2001.
- Удовенко В. Е., Тхай В. С., Коршу нов Ю. В. Полиэтиленовые трубопроводы — это просто. — М.: ЗАО «Полимергаз», 2012.
- Шурайц А. Л., Каргин В. Ю., Вольнов Ю. Н. Газопроводы из полимерных материалов. Пособие по проектированию, строительству и эксплуатации. — Саратов: Волга-XXI век, 2012.
- Карасевич А. М., Матюшечкин В. Н., Густов С. В., Сафронова И. П., Тверской И. В. Пособие по проектированию, строительству и реконструкции газопроводов с использованием полиэтиленовых труб. — М.: ООО «Газпром экспо», 2009.
- Храменков С. В., Примин О. Г., Орлов В. А. Реконструкция трубопроводных систем. — М.: Изд-во Ассоциации строительных вузов, 2008.
- Храменков С. В. Стратегия модернизации водопроводной сети. — М.: Стройиздат, 2005. 15. Храменков С. В., Примин О. Г., Орлов В. А. Бестраншейные методы восстановления трубопроводов. — М.: Прима-Пресс-М, 2002.
- Бусанкин В. А., Гончаров В.В., Коен Д. М., Колосков Ю. Е. и др. Опыт строительства и реконструкции подземных газопроводов на основе использования полиэтиленовых труб. — М.: Кван, 2004.